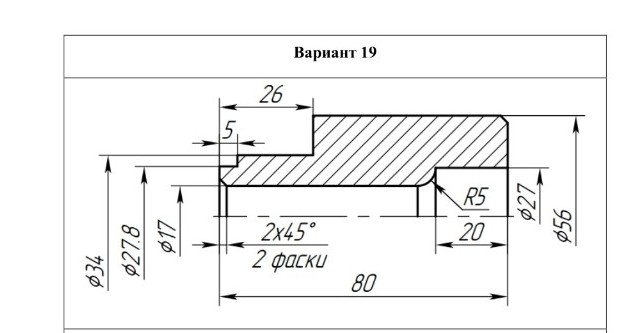
G-код для фрезерования детали (Вариант 19)
Комментарии к G-коду:
G21- Установка метрической системы измерения.G90- Установка абсолютной системы координат.G94- Установка подачи в мм/мин.G17- Выбор плоскости XY для интерполяции.M03 S...- Включение шпинделя с заданной скоростью вращения.M08- Включение СОЖ (смазочно-охлаждающей жидкости).G00 X... Y... Z...- Быстрое перемещение инструмента в заданную точку.G01 X... Y... Z... F...- Линейная интерполяция (рабочая подача).G02 X... Y... I... J...- Круговая интерполяция по часовой стрелке.G03 X... Y... I... J...- Круговая интерполяция против часовой стрелки.M05- Выключение шпинделя.M09- Выключение СОЖ.M30- Конец программы и сброс.
Инструменты:
- T1: Концевая фреза, диаметр 10 мм (для черновой обработки)
- T2: Концевая фреза, диаметр 5 мм (для чистовой обработки, фасок, радиусов)
Начало программы:
% O0019 (Вариант 19) (Дата: 2023-10-27) (Деталь: Вал-втулка) G21 G90 G94 G17
1. Черновая обработка (фреза D10 мм)
(--- Инструмент 1: Концевая фреза D10 мм ---) T1 M06 (Выбор инструмента T1) G00 G43 H1 Z50.0 (Быстрый подъем инструмента, компенсация длины H1) M03 S2000 (Включение шпинделя, 2000 об/мин) M08 (Включение СОЖ) (--- Обработка внешнего диаметра 56 мм (если заготовка больше) ---) (Предполагаем, что заготовка уже имеет диаметр 56 мм или чуть больше) (Если заготовка значительно больше, потребуется черновая обработка по контуру) (Для данной детали, если заготовка D56, то этот шаг можно пропустить) (--- Обработка ступени D34, длина 80 мм ---) (Фрезерование до диаметра 34 мм) G00 X0 Y0 (Перемещение в центр) G00 Z5.0 (Подход к заготовке) (Первый проход на глубину -5 мм) G01 Z-5.0 F200 (Опускание на рабочую глубину) G01 X17.0 Y0 F300 (Перемещение к краю D34) G03 X-17.0 Y0 I-17.0 J0 (Фрезерование по кругу D34) G03 X17.0 Y0 I17.0 J0 G00 Z5.0 (Подъем) (Второй проход на глубину -10 мм) G00 Z0.0 G01 Z-10.0 F200 G01 X17.0 Y0 F300 G03 X-17.0 Y0 I-17.0 J0 G03 X17.0 Y0 I17.0 J0 G00 Z5.0 (Продолжаем послойно до глубины -80 мм) (Это будет очень много строк, поэтому я покажу шаблон) (Повторять этот блок, изменяя Z-глубину) (Например, для глубины -80 мм, с шагом 5 мм, это 16 проходов) (Пример для Z-15.0) G00 Z0.0 G01 Z-15.0 F200 G01 X17.0 Y0 F300 G03 X-17.0 Y0 I-17.0 J0 G03 X17.0 Y0 I17.0 J0 G00 Z5.0 ( ... повторять до Z-80.0 ... ) (--- Обработка ступени D27.8, длина 26 мм от торца ---) (Фрезерование до диаметра 27.8 мм) (Начнем с Z0, глубина 26 мм) G00 X0 Y0 G00 Z5.0 (Первый проход на глубину -5 мм) G01 Z-5.0 F200 G01 X13.9 Y0 F300 (Перемещение к краю D27.8) G03 X-13.9 Y0 I-13.9 J0 (Фрезерование по кругу D27.8) G03 X13.9 Y0 I13.9 J0 G00 Z5.0 (Повторять послойно до Z-26.0) (Пример для Z-10.0) G00 Z0.0 G01 Z-10.0 F200 G01 X13.9 Y0 F300 G03 X-13.9 Y0 I-13.9 J0 G03 X13.9 Y0 I13.9 J0 G00 Z5.0 ( ... повторять до Z-26.0 ... ) (--- Обработка отверстия D17, длина 5 мм от торца ---) (Фрезерование до диаметра 17 мм) (Начнем с Z0, глубина 5 мм) G00 X0 Y0 G00 Z5.0 (Первый проход на глубину -2.5 мм) G01 Z-2.5 F200 G01 X8.5 Y0 F300 (Перемещение к краю D17) G03 X-8.5 Y0 I-8.5 J0 (Фрезерование по кругу D17) G03 X8.5 Y0 I8.5 J0 G00 Z5.0 (Второй проход на глубину -5.0 мм) G00 Z0.0 G01 Z-5.0 F200 G01 X8.5 Y0 F300 G03 X-8.5 Y0 I-8.5 J0 G03 X8.5 Y0 I8.5 J0 G00 Z5.0 G00 Z50.0 (Подъем инструмента) M05 (Выключение шпинделя) M09 (Выключение СОЖ)
2. Чистовая обработка и фаски/радиусы (фреза D5 мм)
(--- Инструмент 2: Концевая фреза D5 мм ---) T2 M06 (Выбор инструмента T2) G00 G43 H2 Z50.0 (Быстрый подъем инструмента, компенсация длины H2) M03 S3000 (Включение шпинделя, 3000 об/мин) M08 (Включение СОЖ) (--- Чистовая обработка внешнего диаметра 56 мм ---) (Если требуется, пройти по контуру D56 на всю длину 80 мм) (Предполагаем, что черновая обработка оставила припуск) G00 X28.0 Y0 (Перемещение к краю D56) G00 Z5.0 G01 Z-80.0 F200 (Опускание на всю длину) G01 X28.0 Y0 F400 (Начало чистового прохода) G03 X28.0 Y0 I-28.0 J0 (Чистовой проход по D56) G00 Z5.0 G00 Z50.0 (--- Чистовая обработка ступени D34, длина 80 мм ---) G00 X17.0 Y0 G00 Z5.0 G01 Z-80.0 F200 G01 X17.0 Y0 F400 G03 X17.0 Y0 I-17.0 J0 G00 Z5.0 G00 Z50.0 (--- Чистовая обработка ступени D27.8, длина 26 мм ---) G00 X13.9 Y0 G00 Z5.0 G01 Z-26.0 F200 G01 X13.9 Y0 F400 G03 X13.9 Y0 I-13.9 J0 G00 Z5.0 G00 Z50.0 (--- Чистовая обработка отверстия D17, длина 5 мм ---) G00 X8.5 Y0 G00 Z5.0 G01 Z-5.0 F200 G01 X8.5 Y0 F400 G03 X8.5 Y0 I-8.5 J0 G00 Z5.0 G00 Z50.0 (--- Обработка фаски 2x45° на D17 ---) (Фаска находится на торце отверстия D17) (Глубина фаски 2 мм, диаметр начала фаски 17 мм, диаметр конца фаски 17+2*2=21 мм) (Используем компенсацию радиуса фрезы G41/G42 или фрезеруем по центру фрезы) (Для простоты, фрезеруем по центру фрезы, если фреза достаточно острая) (Или используем специальную фасочную фрезу) (Предположим, что фреза D5 мм может сделать фаску) G00 X0 Y0 G00 Z0.0 (Начало фаски на торце) G01 Z-2.0 F150 (Опускание на глубину фаски) G01 X(8.5 - 2.5) Y0 F200 (Перемещение к началу фаски с учетом радиуса фрезы) (Радиус фрезы 2.5 мм. Начало фаски D17, т.е. R8.5. Конец фаски D21, т.е. R10.5) (Для фаски 2x45, фреза должна пройти от R8.5 до R10.5 на глубину 2 мм) (Центр фрезы будет двигаться от X(8.5-2.5)=6 до X(10.5-2.5)=8) G00 X6.0 Y0 G01 Z0.0 F150 G01 X8.0 Z-2.0 F200 (Движение по фаске) G03 X8.0 Y0 I-8.0 J0 (Круговой проход по фаске) G00 Z5.0 G00 Z50.0 (--- Обработка радиуса R5 на ступени D27 ---) (Радиус R5 находится на переходе от D27 к D56, на глубине 20 мм от правого торца) (Правый торец детали находится на Z-80.0. Значит, переход на Z-60.0) (Диаметр 27 мм, значит радиус 13.5 мм) (Центр радиуса будет на Z-60.0, X(13.5+5)=18.5) (Начало радиуса: X13.5, Z-60.0) (Конец радиуса: X18.5, Z-65.0) G00 X13.5 Y0 (Перемещение к началу радиуса) G00 Z-60.0 (Глубина перехода) G03 X18.5 Z-65.0 I0 J-5.0 F200 (Фрезерование радиуса R5) (I0 J-5.0 - центр дуги относительно текущей точки) G00 Z5.0 G00 Z50.0 (--- Обработка радиуса на левом торце D34 ---) (На чертеже показан скругленный край, но без размера. Предположим R2) (Начало радиуса: X17.0, Z0.0) (Конец радиуса: X15.0, Z-2.0) G00 X17.0 Y0 G00 Z0.0 G02 X15.0 Z-2.0 I-2.0 J0 F200 (Фрезерование радиуса R2) G00 Z5.0 G00 Z50.0 M05 (Выключение шпинделя) M09 (Выключение СОЖ) G00 Z100.0 (Подъем инструмента в безопасную позицию) G00 X0 Y0 (Возврат в домашнюю позицию) M30 (Конец программы) %
Важные замечания для школьника:
- Проверка и симуляция: Перед запуском на реальном станке, этот G-код ОБЯЗАТЕЛЬНО нужно проверить в симуляторе ЧПУ. Это поможет выявить ошибки, столкновения и убедиться, что траектория инструмента соответствует задуманной.
- Припуски: В данном коде я не оставлял припуски на чистовую обработку в черновой. В реальном производстве обычно оставляют 0.2-0.5 мм припуска, который затем снимается чистовой фрезой. Для простоты я сразу фрезеровал до нужного размера.
- Глубина резания: Шаг по глубине (например, 5 мм) зависит от материала, мощности станка и жесткости инструмента. Для более твердых материалов или менее мощных станков шаг должен быть меньше.
- Подача и скорость: Значения F (подача) и S (скорость шпинделя) являются примерными. Их нужно подбирать индивидуально для каждого материала и инструмента, используя справочники или рекомендации производителя инструмента.
- Компенсация радиуса инструмента (G41/G42): Для более точной обработки контуров, особенно при чистовой обработке, рекомендуется использовать компенсацию радиуса инструмента (G41 - левая, G42 - правая). В данном примере я упростил, фрезеруя по центру инструмента, что может привести к небольшим отклонениям, если фреза не идеально острая или если требуется очень высокая точность.
- Начало координат: Убедитесь, что начало координат на станке установлено точно так же, как в программе (в центре верхнего торца заготовки).
- Безопасность: Всегда соблюдайте правила техники безопасности при работе с ЧПУ станками.
Этот G-код является базовым примером. Для более сложной или оптимизированной обработки могут потребоваться дополнительные команды и стратегии фрезерования (например, спиральная интерполяция, адаптивные стратегии и т.д.).