Хорошо, давайте напишем программу для фрезерования данной детали.
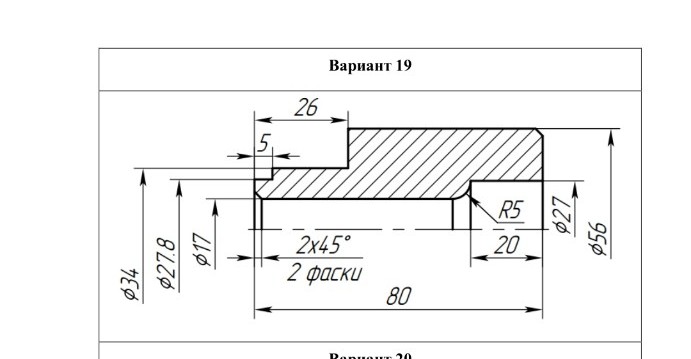
Прежде чем писать код, давайте проанализируем чертеж и определим основные этапы обработки. Деталь представляет собой ступенчатый вал с фасками и радиусами.
Основные этапы обработки:
1. Торцевание заготовки.
2. Черновая обработка наружных диаметров.
3. Чистовая обработка наружных диаметров.
4. Обработка фасок.
5. Обработка радиусов.
Предположим, что у нас есть заготовка диаметром 56 мм и длиной немного больше 80 мм (например, 82-85 мм), закрепленная в патроне токарного станка. Мы будем использовать токарный станок с ЧПУ.
Нам понадобятся следующие инструменты:
* Т1: Токарный резец для наружной черновой обработки (например, с радиусом при вершине 0.8 мм).
* Т2: Токарный резец для наружной чистовой обработки (например, с радиусом при вершине 0.4 мм).
* Т3: Токарный резец для обработки фасок и радиусов (например, с радиусом при вершине 0.4 мм).
Система координат:
* Ось Z: вдоль оси вращения детали.
* Ось X: перпендикулярно оси вращения, диаметральные значения.
* Начало координат (Z0): правый торец детали.
Давайте начнем писать программу.
O0019 (ВАРИАНТ 19 - ФРЕЗЕРОВАНИЕ ДЕТАЛИ)
(НАЧАЛО ПРОГРАММЫ)
G21 (МЕТРИЧЕСКАЯ СИСТЕМА)
G99 (ПОДАЧА В ММ/ОБ)
G28 U0 W0 (ВЫХОД В ИСХОДНУЮ ТОЧКУ)
(ИНСТРУМЕНТ 1 - ЧЕРНОВОЙ РЕЗЕЦ)
T0101 (ВЫБОР ИНСТРУМЕНТА 1, КОРРЕКТОР 1)
G50 S2500 (ОГРАНИЧЕНИЕ МАКСИМАЛЬНОЙ СКОРОСТИ ШПИНДЕЛЯ)
G96 S200 M03 (ПОСТОЯННАЯ СКОРОСТЬ РЕЗАНИЯ 200 М/МИН, ШПИНДЕЛЬ ВПЕРЕД)
(ТОРЦЕВАНИЕ ЗАГОТОВКИ)
G00 X58.0 Z2.0 (БЫСТРОЕ ПОДВЕДЕНИЕ К ЗАГОТОВКЕ)
G01 Z0.0 F0.2 (ПОДВОД К ТОРЦУ)
X-1.0 F0.1 (ТОРЦЕВАНИЕ ДО ЦЕНТРА)
G00 Z2.0 (ОТВОД ОТ ТОРЦА)
(ЧЕРНОВАЯ ОБРАБОТКА НАРУЖНЫХ ДИАМЕТРОВ)
(ДИАМЕТР 56 ММ, ДЛИНА 80 ММ)
(ОСТАВЛЯЕМ ПРИПУСК НА ЧИСТОВУЮ ОБРАБОТКУ 0.5 ММ ПО ДИАМЕТРУ И 0.2 ММ ПО ТОРЦУ)
G00 X58.0 Z2.0 (ИСХОДНАЯ ПОЗИЦИЯ)
G71 U2.0 R1.0 (ЦИКЛ ЧЕРНОВОЙ ОБРАБОТКИ, ГЛУБИНА РЕЗАНИЯ 2 ММ ПО РАДИУСУ, ОТВОД 1 ММ)
G71 P100 Q200 U0.5 W0.2 F0.25 (P-НАЧАЛО ПОДПРОГРАММЫ, Q-КОНЕЦ ПОДПРОГРАММЫ, U-ПРИПУСК ПО X, W-ПРИПУСК ПО Z, F-ПОДАЧА)
N100 G00 X17.0 (НАЧАЛО КОНТУРА)
G01 Z-5.0 (ПЕРВЫЙ УЧАСТОК - ДИАМЕТР 17, ДЛИНА 5)
X27.8 Z-5.0 (ФАСКА 2X45 ГРАДУСОВ - ПЕРЕХОД ОТ ДИАМЕТРА 17 К ДИАМЕТРУ 27.8)
G01 Z-26.0 (ВТОРОЙ УЧАСТОК - ДИАМЕТР 27.8, ДЛИНА 26-5=21)
X34.0 Z-26.0 (ПЕРЕХОД ОТ ДИАМЕТРА 27.8 К ДИАМЕТРУ 34)
G01 Z-80.0 (ТРЕТИЙ УЧАСТОК - ДИАМЕТР 34, ДЛИНА 80-26=54)
X56.0 Z-80.0 (ПЕРЕХОД К ДИАМЕТРУ 56)
N200 G01 X56.0 Z-80.0 (КОНЕЦ КОНТУРА)
G00 X200.0 Z200.0 (ОТВОД ИНСТРУМЕНТА)
M05 (ОСТАНОВ ШПИНДЕЛЯ)
G28 U0 W0 (ВЫХОД В ИСХОДНУЮ ТОЧКУ)
(ИНСТРУМЕНТ 2 - ЧИСТОВОЙ РЕЗЕЦ)
T0202 (ВЫБОР ИНСТРУМЕНТА 2, КОРРЕКТОР 2)
G50 S3000 (ОГРАНИЧЕНИЕ МАКСИМАЛЬНОЙ СКОРОСТИ ШПИНДЕЛЯ)
G96 S250 M03 (ПОСТОЯННАЯ СКОРОСТЬ РЕЗАНИЯ 250 М/МИН, ШПИНДЕЛЬ ВПЕРЕД)
(ЧИСТОВАЯ ОБРАБОТКА НАРУЖНЫХ ДИАМЕТРОВ)
G00 X58.0 Z2.0 (ИСХОДНАЯ ПОЗИЦИЯ)
G70 P100 Q200 F0.1 (ЦИКЛ ЧИСТОВОЙ ОБРАБОТКИ, P-НАЧАЛО, Q-КОНЕЦ, F-ПОДАЧА)
G00 X200.0 Z200.0 (ОТВОД ИНСТРУМЕНТА)
M05 (ОСТАНОВ ШПИНДЕЛЯ)
G28 U0 W0 (ВЫХОД В ИСХОДНУЮ ТОЧКУ)
(ИНСТРУМЕНТ 3 - РЕЗЕЦ ДЛЯ ФАСОК И РАДИУСОВ)
T0303 (ВЫБОР ИНСТРУМЕНТА 3, КОРРЕКТОР 3)
G50 S3000 (ОГРАНИЧЕНИЕ МАКСИМАЛЬНОЙ СКОРОСТИ ШПИНДЕЛЯ)
G96 S250 M03 (ПОСТОЯННАЯ СКОРОСТЬ РЕЗАНИЯ 250 М/МИН, ШПИНДЕЛЬ ВПЕРЕД)
(ОБРАБОТКА ФАСКИ 2X45 ГРАДУСОВ)
G00 X27.8 Z2.0 (ПОДВОД К НАЧАЛУ ФАСКИ)
G01 Z0.0 F0.1 (ПОДВОД К ТОРЦУ)
X17.0 Z-5.0 (ОБРАБОТКА ФАСКИ)
G00 X27.8 Z2.0 (ОТВОД)
(ОБРАБОТКА РАДИУСА R5)
(РАДИУС R5 НАХОДИТСЯ МЕЖДУ ДИАМЕТРОМ 27 И ДИАМЕТРОМ 56, НА ГЛУБИНЕ 20 ММ ОТ ПРАВОГО ТОРЦА)
(ТОЧКА НАЧАЛА РАДИУСА: X27.0, Z-20.0)
(ТОЧКА КОНЦА РАДИУСА: X56.0, Z-20.0+5.0 = Z-15.0) - НЕТ, ЭТО НЕПРАВИЛЬНО.
(РАДИУС R5 СОПРЯГАЕТ ДИАМЕТР 27 И ДИАМЕТР 56. ГЛУБИНА 20 ММ ОТ ПРАВОГО ТОРЦА ОТНОСИТСЯ К ДИАМЕТРУ 27.)
(ЗНАЧИТ, КОНЕЦ ДИАМЕТРА 27 НАХОДИТСЯ НА Z-20.0)
(НАЧАЛО РАДИУСА ПО X: 27.0)
(КОНЕЦ РАДИУСА ПО X: 56.0)
(ЦЕНТР РАДИУСА: X = 27.0 + 5.0*2 = 37.0 (по диаметру), Z = -20.0 + 5.0 = -15.0) - НЕТ, ЭТО НЕПРАВИЛЬНО.
Давайте уточним геометрию радиуса R5.
Радиус R5 сопрягает диаметр 27 и диаметр 56.
Глубина 20 мм указана для диаметра 27. Это означает, что цилиндрическая часть диаметром 27 мм заканчивается на Z-20.0.
Точка начала радиуса (по Z): Z = -20.0.
Точка начала радиуса (по X): X = 27.0.
Точка конца радиуса (по Z): Z = -20.0 + 5.0 = -15.0.
Точка конца радиуса (по X): X = 56.0 - 5.0*2 = 46.0 (по диаметру).
Центр радиуса: X = 27.0 + 5.0*2 = 37.0 (по диаметру), Z = -20.0 + 5.0 = -15.0.
Или, если использовать G02/G03 с I, K:
Начальная точка: X27.0 Z-20.0
Конечная точка: X56.0 Z-15.0
Центр дуги: I0 K5.0 (относительно начальной точки)
G00 X27.0 Z-20.0 (ПОДВОД К НАЧАЛУ РАДИУСА)
G02 X56.0 Z-15.0 R5.0 F0.1 (ОБРАБОТКА РАДИУСА ПО ЧАСОВОЙ СТРЕЛКЕ)
G00 X200.0 Z200.0 (ОТВОД ИНСТРУМЕНТА)
M05 (ОСТАНОВ ШПИНДЕЛЯ)
G28 U0 W0 (ВЫХОД В ИСХОДНУЮ ТОЧКУ)
M30 (КОНЕЦ ПРОГРАММЫ)
Пояснения к коду:
*
O0019: Номер программы.
*
G21: Установка метрической системы измерения (мм).
*
G99: Установка подачи в миллиметрах на оборот.
*
G28 U0 W0: Возврат всех осей в исходное положение (домашнюю позицию).
*
T0101: Выбор инструмента номер 1, с корректором инструмента номер 1.
*
G50 S2500: Ограничение максимальной скорости вращения шпинделя до 2500 об/мин. Это важно для безопасности и предотвращения повреждения инструмента или детали при больших диаметрах.
*
G96 S200 M03: Включение постоянной скорости резания (200 м/мин) и вращение шпинделя по часовой стрелке.
*
G00: Быстрое перемещение инструмента.
*
G01: Линейная интерполяция (рабочая подача).
*
F: Скорость подачи.
*
X,
Z: Координаты перемещения.
*
G71: Цикл черновой обработки наружного диаметра.
*
U2.0 R1.0: Глубина резания 2 мм по радиусу (4 мм по диаметру), отвод инструмента на 1 мм после каждого прохода.
*
P100 Q200: Указывает, что контур для обработки находится между блоками N100 и N200.
*
U0.5 W0.2: Припуск на чистовую обработку: 0.5 мм по диаметру (0.25 мм по радиусу) и 0.2 мм по торцу.
*
N100 ... N200: Подпрограмма, описывающая контур детали.
*
G70: Цикл чистовой обработки, который использует контур, определенный в цикле G71.
*
G02: Круговая интерполяция по часовой стрелке.
*
X,
Z: Конечные координаты дуги.
*
R: Радиус дуги.
*
M03: Включение вращения шпинделя по часовой стрелке.
*
M05: Остановка вращения шпинделя.
*
M30: Конец программы и сброс.
Важные замечания для школьника:
1. Этот код является базовым и может потребовать адаптации под конкретный станок с ЧПУ (разные станки могут иметь свои особенности в G-кодах и M-кодах).
2. Перед запуском программы на станке всегда необходимо провести симуляцию и проверить траекторию инструмента, чтобы избежать столкновений.
3. Значения подач и скоростей резания (F и S) могут быть скорректированы в зависимости от материала заготовки и типа инструмента.
4. Припуски на обработку (U и W в G71) также могут быть изменены.
5. Обязательно проверьте правильность установки инструмента и его корректоров.
Надеюсь, это поможет вам!