Хорошо, давайте напишем поэтапный код для фрезерования данной детали. Предположим, что у нас есть заготовка, которая уже закреплена на станке, и мы используем фрезерный станок с ЧПУ.
Для удобства переписывания в тетрадь, я буду использовать простой и понятный язык, а также стандартные G-коды.
Подготовка к фрезерованию
1.
Выбор инструмента:
* Для обработки наружных диаметров и торцов: торцевая фреза диаметром, например, 20 мм.
* Для обработки внутренних диаметров и фасок: концевая фреза диаметром, например, 10 мм.
* Для обработки радиуса R5: сферическая фреза диаметром, например, 10 мм.
2.
Установка заготовки:
* Заготовка должна быть надежно закреплена в патроне или тисках.
* Вылет заготовки должен быть достаточным для обработки всех элементов.
3.
Настройка системы координат:
* Начало координат (X0, Y0, Z0) обычно устанавливается в центре торца заготовки.
* Ось Z направлена вдоль оси вращения детали.
Этапы фрезерования
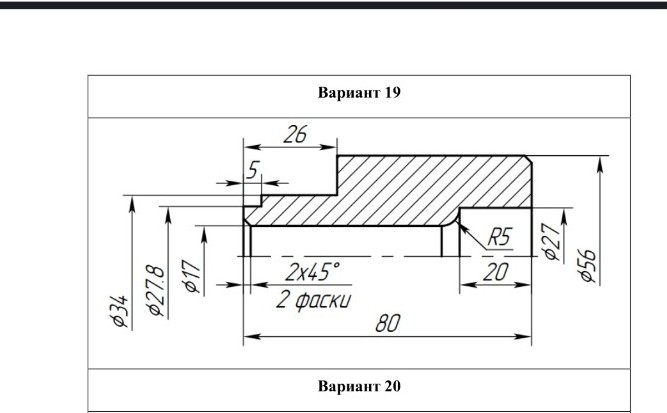
Этап 1: Обработка торца и наружного диаметра \( \phi 56 \)
1.
Подвод инструмента к заготовке:
* Быстрый подвод фрезы к торцу заготовки.
* Установка безопасной высоты для перемещения.
2.
Торцевание:
* Выравнивание торца заготовки до нужной длины (80 мм).
* Снятие небольшого слоя материала.
3.
Черновая обработка наружного диаметра \( \phi 56 \):
* Постепенное снятие материала до диаметра \( \phi 56 \).
* Использование нескольких проходов для равномерного снятия.
4.
Чистовая обработка наружного диаметра \( \phi 56 \):
* Один или два прохода для достижения требуемой точности и чистоты поверхности.
Этап 2: Обработка уступа и диаметра \( \phi 27 \)
1.
Подвод инструмента:
* Перемещение фрезы к месту обработки уступа.
2.
Обработка уступа:
* Фрезерование уступа длиной 20 мм и диаметром \( \phi 27 \).
* Сначала черновая, затем чистовая обработка.
Этап 3: Обработка радиуса R5
1.
Выбор инструмента:
* Использование сферической фрезы.
2.
Фрезерование радиуса:
* Аккуратное фрезерование радиуса R5 на переходе от диаметра \( \phi 56 \) к диаметру \( \phi 27 \).
* Возможно, потребуется несколько проходов с уменьшенной подачей.
Этап 4: Обработка внутреннего отверстия \( \phi 17 \) и фасок
1.
Сверление центровочного отверстия:
* Для точного позиционирования сверла.
2.
Сверление отверстия \( \phi 17 \):
* Использование сверла диаметром \( \phi 17 \).
* Сверление на необходимую глубину.
3.
Обработка фасок 2x45°:
* Использование фасочной фрезы или концевой фрезы с соответствующим углом.
* Обработка двух фасок на входе в отверстие.
Этап 5: Обработка уступа длиной 26 мм и диаметра \( \phi 27.8 \)
1.
Подвод инструмента:
* Перемещение фрезы к месту обработки уступа.
2.
Обработка уступа:
* Фрезерование уступа длиной 26 мм и диаметром \( \phi 27.8 \).
* Сначала черновая, затем чистовая обработка.
Этап 6: Обработка уступа длиной 5 мм и диаметра \( \phi 34 \)
1.
Подвод инструмента:
* Перемещение фрезы к месту обработки уступа.
2.
Обработка уступа:
* Фрезерование уступа длиной 5 мм и диаметром \( \phi 34 \).
* Сначала черновая, затем чистовая обработка.
Пример G-кода (упрощенный)
Ниже приведен очень упрощенный пример G-кода для некоторых операций. Реальный код будет гораздо более детализированным и будет зависеть от конкретного станка и системы ЧПУ.
O0019 (ВАРИАНТ 19)
(НАЧАЛО ПРОГРАММЫ)
G21 (Метрическая система)
G90 (Абсолютная система координат)
G94 (Подача в мм/мин)
G17 (Выбор плоскости XY)
(ИНСТРУМЕНТ 1: ТОРЦЕВАЯ ФРЕЗА D20)
T1 M6 (Выбор инструмента 1)
G00 G90 G54 X0 Y0 (Перемещение в начало координат)
G43 H1 Z100.0 (Компенсация длины инструмента, безопасная высота)
M03 S1500 (Включение шпинделя, 1500 об/мин)
(ЭТАП 1: ТОРЦЕВАНИЕ И НАРУЖНЫЙ ДИАМЕТР Ф56)
G00 Z5.0 (Быстрый подвод к заготовке)
G01 Z0.0 F100 (Торцевание до Z0)
G00 Z5.0 (Подъем инструмента)
(ЧЕРНОВАЯ ОБРАБОТКА Ф56)
G00 X30.0 Y0 (Подвод к началу фрезерования)
G01 Z-10.0 F200 (Опускание на глубину)
G01 X-30.0 (Проход по X)
G00 Z5.0 (Подъем)
(Повторить для нескольких проходов, постепенно уменьшая диаметр до Ф56)
(ЧИСТОВАЯ ОБРАБОТКА Ф56)
G00 X28.0 Y0 (Подвод для чистового прохода)
G01 Z-80.0 F150 (Фрезерование до длины 80 мм)
G02 X28.0 Y0 I-28.0 J0 (Круговая интерполяция для чистового прохода)
G00 Z5.0 (Подъем)
(ЭТАП 2: ОБРАБОТКА УСТУПА И ДИАМЕТРА Ф27)
(Смена инструмента, если требуется, или продолжение тем же)
(Предположим, что используем ту же фрезу для черновой обработки)
G00 X15.0 Y0 (Подвод к началу фрезерования Ф27)
G01 Z-80.0 F200 (Опускание на глубину)
G02 X15.0 Y0 I-15.0 J0 (Круговая интерполяция для черновой обработки Ф27)
G00 Z5.0 (Подъем)
(ИНСТРУМЕНТ 2: СФЕРИЧЕСКАЯ ФРЕЗА D10)
T2 M6 (Выбор инструмента 2)
G00 G90 G54 X0 Y0
G43 H2 Z100.0
M03 S2000
(ЭТАП 3: ОБРАБОТКА РАДИУСА R5)
G00 X28.0 Y0 (Подвод к началу радиуса)
G01 Z-75.0 F100 (Опускание на глубину)
G03 X22.0 Y0 R5.0 (Круговая интерполяция для радиуса R5)
G00 Z5.0 (Подъем)
(ИНСТРУМЕНТ 3: СВЕРЛО D17)
T3 M6 (Выбор инструмента 3)
G00 G90 G54 X0 Y0
G43 H3 Z100.0
M03 S1000
(ЭТАП 4: СВЕРЛЕНИЕ ОТВЕРСТИЯ Ф17)
G00 Z5.0
G01 Z-50.0 F80 (Сверление отверстия Ф17 на глубину)
G00 Z5.0
(ИНСТРУМЕНТ 4: ФАСОЧНАЯ ФРЕЗА)
T4 M6 (Выбор инструмента 4)
G00 G90 G54 X0 Y0
G43 H4 Z100.0
M03 S1800
(ОБРАБОТКА ФАСОК 2x45°)
G00 Z5.0
G01 Z-1.0 F100 (Опускание для фаски)
G01 X8.5 Y0 (Подвод к краю фаски)
G02 X8.5 Y0 I-8.5 J0 (Круговая интерполяция для фаски)
G00 Z5.0
(ЭТАП 5: ОБРАБОТКА УСТУПА ДЛИНОЙ 26 ММ И ДИАМЕТРА Ф27.8)
(Смена инструмента, если требуется, или продолжение тем же)
(Предположим, что используем торцевую фрезу D20)
T1 M6
G00 G90 G54 X0 Y0
G43 H1 Z100.0
M03 S1500
G00 X14.0 Y0 (Подвод к началу фрезерования Ф27.8)
G01 Z-26.0 F200 (Опускание на глубину)
G02 X14.0 Y0 I-14.0 J0 (Круговая интерполяция для Ф27.8)
G00 Z5.0
(ЭТАП 6: ОБРАБОТКА УСТУПА ДЛИНОЙ 5 ММ И ДИАМЕТРА Ф34)
G00 X17.0 Y0 (Подвод к началу фрезерования Ф34)
G01 Z-5.0 F200 (Опускание на глубину)
G02 X17.0 Y0 I-17.0 J0 (Круговая интерполяция для Ф34)
G00 Z5.0
(ЗАВЕРШЕНИЕ ПРОГРАММЫ)
G00 Z100.0 (Подъем инструмента на безопасную высоту)
M05 (Выключение шпинделя)
M30 (Конец программы и сброс)
Важные замечания для школьника:
1.
Безопасность: Всегда соблюдай правила техники безопасности при работе со станками.
2.
Инструмент: Выбор правильного инструмента очень важен для качества обработки.
3.
Подача и скорость: Параметры подачи (F) и скорости вращения шпинделя (S) зависят от материала заготовки и типа инструмента. Их нужно подбирать по справочникам или рекомендациям производителя.
4.
Охлаждение: Для большинства материалов необходимо использовать охлаждающую жидкость, чтобы предотвратить перегрев инструмента и заготовки.
5.
Проверка: После каждого этапа обработки желательно проверять размеры детали, чтобы убедиться в правильности выполнения программы.
6.
Черновая и чистовая обработка: Сначала всегда выполняется черновая обработка для снятия основного объема материала, а затем чистовая для достижения точных размеров и хорошей чистоты поверхности.
7.
Компенсация инструмента: В реальных программах используются компенсации на радиус и длину инструмента (G41/G42 и G43), чтобы программа была более универсальной. В этом примере я их упростил.
Надеюсь, это объяснение будет полезным и понятным для переписывания в тетрадь!