Последовательность обработки:
- Торцевание (выравнивание торца детали).
- Сверление центрального отверстия.
- Растачивание внутреннего диаметра.
- Наружная черновая обработка.
- Наружная чистовая обработка (включая фаски и радиусы).
- Обработка паза (если это фрезерование, то на токарно-фрезерном станке, если токарная операция, то токарным резцом).
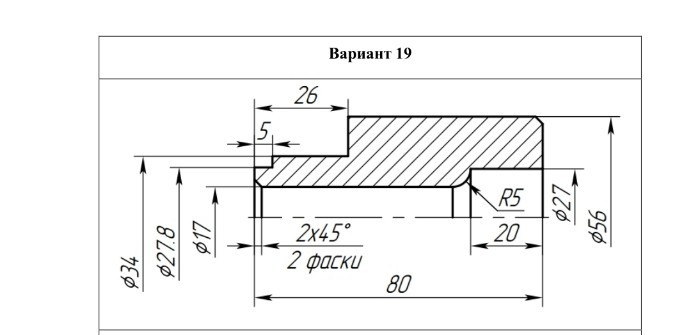
Определение координат и размеров:
Все размеры на чертеже даны в миллиметрах.
Начало координат: правый торец детали, центр.
Длина детали: 80 мм.
Элементы детали (справа налево):
- **Правый торец:** Z0.
- **Фаска 2x45°:** Наружный диаметр \( \phi 56 \). Фаска начинается на \( \phi 56 - 2 \times 2 = \phi 52 \) и заканчивается на \( \phi 56 \) на расстоянии 2 мм от торца.
- **Наружный диаметр \( \phi 56 \):** Длина 80 мм.
- **Внутренний диаметр \( \phi 27 \):** Глубина 20 мм от правого торца. Радиус \( R5 \) на переходе к большему диаметру.
- **Внутренний диаметр \( \phi 17 \):** Отверстие на всю длину детали.
- **Левый торец:** Z-80.
- **Паз (ступенька) на левом конце:**
- Диаметр \( \phi 34 \).
- Диаметр \( \phi 27.8 \).
- Длина ступеньки \( 26 \) мм.
- Глубина паза \( 5 \) мм (от \( \phi 27.8 \) до \( \phi 34 \)).
G-коды для симулятора ЧПУ (примерная программа)
Комментарии в программе будут начинаться с символа ";".
O0019 (ВАРИАНТ 19) (НАСТРОЙКА ИНСТРУМЕНТОВ) (T1 - ТОКАРНЫЙ РЕЗЕЦ НАРУЖНЫЙ ЧЕРНОВОЙ) (T2 - ТОКАРНЫЙ РЕЗЕЦ НАРУЖНЫЙ ЧИСТОВОЙ) (T3 - СВЕРЛО D16 (для отверстия D17)) (T4 - РАСТОЧНОЙ РЕЗЕЦ ВНУТРЕННИЙ) (T5 - ТОКАРНЫЙ РЕЗЕЦ ДЛЯ ПАЗА/СТУПЕНЬКИ) G21 (МЕТРИЧЕСКАЯ СИСТЕМА) G90 (АБСОЛЮТНЫЕ КООРДИНАТЫ) G99 (ПОДАЧА В ММ/ОБ) (ОПЕРАЦИЯ 1: ТОРЦЕВАНИЕ) T101 (ВЫБОР ИНСТРУМЕНТА 1, КОРРЕКТОР 1) G50 S2000 (ОГРАНИЧЕНИЕ МАКСИМАЛЬНОЙ СКОРОСТИ ШПИНДЕЛЯ) G96 S200 M03 (ПОСТОЯННАЯ СКОРОСТЬ РЕЗАНИЯ 200 М/МИН, ШПИНДЕЛЬ ВПЕРЕД) G00 X60.0 Z2.0 (БЫСТРОЕ ПОДВЕДЕНИЕ К ДЕТАЛИ) G01 X-1.0 F0.1 (ТОРЦЕВАНИЕ ДО ЦЕНТРА) G00 Z2.0 (ОТВОД ИНСТРУМЕНТА) (ОПЕРАЦИЯ 2: СВЕРЛЕНИЕ ОТВЕРСТИЯ D17) T303 (ВЫБОР ИНСТРУМЕНТА 3 - СВЕРЛО D16) G50 S1500 G97 S800 M03 (ПОСТОЯННАЯ СКОРОСТЬ ВРАЩЕНИЯ ШПИНДЕЛЯ 800 ОБ/МИН) G00 X0 Z5.0 (ПОДВЕДЕНИЕ СВЕРЛА К ЦЕНТРУ) G01 Z-78.0 F0.15 (СВЕРЛЕНИЕ НА ГЛУБИНУ 78 ММ, ОСТАВЛЯЕМ 2 ММ ДЛЯ РАСТАЧИВАНИЯ) G00 Z5.0 (ОТВОД СВЕРЛА) (ОПЕРАЦИЯ 3: РАСТАЧИВАНИЕ ВНУТРЕННЕГО ДИАМЕТРА D17 И D27) T404 (ВЫБОР ИНСТРУМЕНТА 4 - РАСТОЧНОЙ РЕЗЕЦ) G50 S2000 G96 S180 M03 G00 X15.0 Z2.0 (ПОДВЕДЕНИЕ РЕЗЦА К НАЧАЛУ РАСТАЧИВАНИЯ) (РАСТАЧИВАНИЕ D17) G01 Z-80.0 F0.1 (РАСТАЧИВАНИЕ D17 НА ВСЮ ДЛИНУ) G00 X16.0 Z-78.0 (ОТВОД ИНСТРУМЕНТА) (РАСТАЧИВАНИЕ D27) G00 X25.0 Z2.0 (ПОДВЕДЕНИЕ ДЛЯ РАСТАЧИВАНИЯ D27) G01 Z-20.0 F0.1 (РАСТАЧИВАНИЕ D27 НА ГЛУБИНУ 20 ММ) G02 X27.0 Z-25.0 R5.0 (РАДИУС R5) G00 X28.0 Z-25.0 (ОТВОД ИНСТРУМЕНТА) G00 Z2.0 (ОТВОД ИНСТРУМЕНТА) (ОПЕРАЦИЯ 4: НАРУЖНАЯ ЧЕРНОВАЯ ОБРАБОТКА) T101 (ВЫБОР ИНСТРУМЕНТА 1) G50 S2000 G96 S200 M03 G00 X58.0 Z2.0 (ПОДВЕДЕНИЕ К ДЕТАЛИ) (ЧЕРНОВАЯ ОБРАБОТКА D56) G71 U2.0 R1.0 (ЦИКЛ ЧЕРНОВОЙ ОБРАБОТКИ, СЪЕМ ПО ДИАМЕТРУ 2 ММ, ОТВОД 1 ММ) G71 P10 Q20 U0.5 W0.1 F0.2 (P10-Q20 - НОМЕРА БЛОКОВ ЧИСТОВОГО ПРОФИЛЯ, U0.5 - ПРИПУСК ПО X, W0.1 - ПРИПУСК ПО Z) N10 G00 X34.0 (НАЧАЛО ПРОФИЛЯ) G01 Z-80.0 (ОБРАБОТКА ДО КОНЦА ДЕТАЛИ) N20 G00 X56.0 (КОНЕЦ ПРОФИЛЯ) (ОПЕРАЦИЯ 5: НАРУЖНАЯ ЧИСТОВАЯ ОБРАБОТКА) T202 (ВЫБОР ИНСТРУМЕНТА 2 - ЧИСТОВОЙ РЕЗЕЦ) G50 S2500 G96 S250 M03 G00 X58.0 Z2.0 (ПОДВЕДЕНИЕ К ДЕТАЛИ) (ЧИСТОВАЯ ОБРАБОТКА D56) G70 P10 Q20 F0.08 (ЦИКЛ ЧИСТОВОЙ ОБРАБОТКИ ПО ПРОФИЛЮ N10-N20) (ОБРАБОТКА ФАСКИ 2x45 НА D56) G00 X56.0 Z2.0 G01 X52.0 Z0.0 F0.05 (ФАСКА) G00 X58.0 Z2.0 (ОТВОД ИНСТРУМЕНТА) (ОПЕРАЦИЯ 6: ОБРАБОТКА ПАЗА/СТУПЕНЬКИ НА ЛЕВОМ КОНЦЕ) (Это токарная операция, так как паз имеет цилиндрическую форму) T505 (ВЫБОР ИНСТРУМЕНТА 5 - РЕЗЕЦ ДЛЯ ПАЗА) G50 S2000 G96 S150 M03 G00 X36.0 Z-78.0 (ПОДВЕДЕНИЕ К НАЧАЛУ ПАЗА) (ОБРАБОТКА D34) G01 X34.0 F0.1 (ОБРАБОТКА ДИАМЕТРА 34) G01 Z-80.0 F0.1 (ПЕРЕМЕЩЕНИЕ ВДОЛЬ ОСИ Z) G00 X36.0 (ОТВОД) (ОБРАБОТКА D27.8) G00 X29.8 Z-78.0 (ПОДВЕДЕНИЕ К ДИАМЕТРУ 27.8) G01 X27.8 F0.1 (ОБРАБОТКА ДИАМЕТРА 27.8) G01 Z-80.0 F0.1 (ПЕРЕМЕЩЕНИЕ ВДОЛЬ ОСИ Z) G00 X29.8 (ОТВОД) G00 X100.0 Z100.0 (ОТВОД ИНСТРУМЕНТА В БЕЗОПАСНУЮ ПОЗИЦИЮ) M05 (ОСТАНОВ ШПИНДЕЛЯ) M30 (КОНЕЦ ПРОГРАММЫ)
Пояснения к G-кодам:
O0019: Номер программы.(КОММЕНТАРИЙ): Комментарии, игнорируются станком.G21: Установка метрической системы (мм).G90: Абсолютная система координат.G99: Подача в миллиметрах на оборот.TxxYY: Выбор инструмента.xx- номер инструмента,YY- номер корректора.G50 Sxxxx: Ограничение максимальной скорости шпинделя (об/мин).G96 Sxxx M03: Включение постоянной скорости резания (м/мин), шпиндель вращается по часовой стрелке.G97 Sxxx M03: Включение постоянной скорости вращения шпинделя (об/мин), шпиндель вращается по часовой стрелке. Используется для сверления, где постоянная скорость резания не всегда применима.G00 X... Z...: Быстрое перемещение инструмента.G01 X... Z... F...: Линейная интерполяция (рабочая подача).F- подача.G02 X... Z... R...: Круговая интерполяция по часовой стрелке.X, Z- конечные координаты,R- радиус.G71 U... R...: Цикл черновой обработки по контуру.U: Глубина резания по радиусу (на диаметр будет 2U).R: Величина отвода инструмента после каждого прохода.
G71 P... Q... U... W... F...: Параметры цикла G71.P: Номер первого блока, определяющего профиль.Q: Номер последнего блока, определяющего профиль.U: Припуск на чистовую обработку по оси X (по диаметру).W: Припуск на чистовую обработку по оси Z.F: Подача для черновой обработки.
G70 P... Q... F...: Цикл чистовой обработки по контуру, определенному блоками P и Q.M03: Включение вращения шпинделя по часовой стрелке.M05: Останов шпинделя.M30: Конец программы и сброс.
Важные замечания для школьника:
- **Безопасность:** Всегда соблюдайте правила безопасности при работе с ЧПУ станками. Эта программа предназначена для симулятора, но в реальной жизни ошибки могут быть опасны.
- **Припуски:** В программе оставлены припуски на чистовую обработку. Это стандартная практика, чтобы сначала снять основной объем материала, а затем пройти чистовым резцом для получения точных размеров и хорошей поверхности.
- **Инструменты:** Выбор инструмента очень важен. Для каждого типа операции (сверление, растачивание, наружное точение, обработка пазов) используется свой инструмент.
- **Подача и скорость:** Значения подачи (F) и скорости резания (S) в этой программе являются ориентировочными. В реальном производстве они подбираются по справочникам или рекомендациям производителя инструмента, исходя из материала заготовки, материала инструмента, требуемой шероховатости поверхности и мощности станка.
- **Начало координат:** В этой программе начало координат установлено на правом торце детали. Это удобно для токарных операций.
- **Фаски и радиусы:** Обрабатываются либо отдельными G01/G02/G03 командами, либо включаются в профиль для циклов G70/G71.
- **Симулятор:** Перед запуском на реальном станке, всегда проверяйте программу в симуляторе, чтобы убедиться в отсутствии столкновений и правильности траектории инструмента.