Вариант 19
Исходные данные детали:
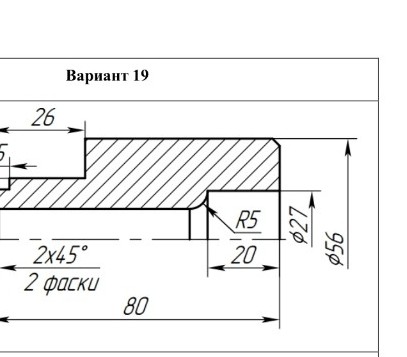
- Общая длина детали: 80 мм
- Максимальный диаметр: 56 мм
- Диаметр меньшей части: 27 мм
- Длина меньшей части: 26 мм
- Радиус скругления (галтель): R5
- Фаски: 2x45° (2 фаски)
- Длина участка с галтелью: 20 мм
Технологический процесс:
- Торцовка заготовки.
- Черновая обработка наружных диаметров.
- Чистовая обработка наружных диаметров.
- Обработка фасок.
- Обработка галтели.
Инструмент:
Предположим, что у нас есть один универсальный токарный резец для черновой и чистовой обработки.
- T0101 - Токарный резец (например, для наружного точения)
G-коды для CMC Simulator (примерная программа):
Эта программа является базовым примером и может потребовать корректировки в зависимости от конкретной стойки ЧПУ и особенностей станка.
O0019 (ВАРИАНТ 19) (ИНСТРУМЕНТ: T0101 - ТОКАРНЫЙ РЕЗЕЦ) G21 (МЕТРИЧЕСКАЯ СИСТЕМА) G99 (ПОДАЧА В ММ/ОБ) G28 U0 W0 (ВОЗВРАТ В ИСХОДНУЮ ТОЧКУ) T0101 (ВЫБОР ИНСТРУМЕНТА T0101) G50 S2500 (ОГРАНИЧЕНИЕ ОБОРОТОВ ШПИНДЕЛЯ) G96 S200 M03 (ПОСТОЯННАЯ СКОРОСТЬ РЕЗАНИЯ 200 М/МИН, ШПИНДЕЛЬ ВПЕРЕД) (1. ТОРЦОВКА ЗАГОТОВКИ) G00 X58.0 Z2.0 (БЫСТРОЕ ПОДВЕДЕНИЕ К ЗАГОТОВКЕ) G01 X-1.0 F0.1 (ТОРЦОВКА ДО ЦЕНТРА) G00 Z2.0 (ОТВОД ИНСТРУМЕНТА) (2. ЧЕРНОВАЯ ОБРАБОТКА НАРУЖНЫХ ДИАМЕТРОВ) (СНЯТИЕ МАТЕРИАЛА ДО ДИАМЕТРА 27 ММ НА ДЛИНУ 26 ММ) G00 X58.0 Z1.0 (ПОДВОД К НАЧАЛУ ОБРАБОТКИ) G71 U2.0 R1.0 (ЦИКЛ ЧЕРНОВОГО ТОЧЕНИЯ: U-ГЛУБИНА РЕЗАНИЯ НА РАДИУС, R-ОТВОД) G71 P10 Q20 U0.5 W0.1 F0.2 (P-НАЧАЛО ЧИСТОВОГО ПРОХОДА, Q-КОНЕЦ ЧИСТОВОГО ПРОХОДА, U-ПРИПУСК ПО X, W-ПРИПУСК ПО Z) N10 G00 X27.0 (НАЧАЛО КОНТУРА) G01 Z-26.0 F0.15 (ТОЧЕНИЕ ДО ДИАМЕТРА 27 НА ДЛИНУ 26) G00 X58.0 (ОТВОД ИНСТРУМЕНТА) N20 G00 Z1.0 (КОНЕЦ КОНТУРА) (3. ЧИСТОВАЯ ОБРАБОТКА НАРУЖНЫХ ДИАМЕТРОВ) G70 P10 Q20 F0.08 (ЦИКЛ ЧИСТОВОГО ТОЧЕНИЯ) (4. ОБРАБОТКА ФАСОК) (ФАСКА 2x45° НА ДИАМЕТРЕ 27 ММ) G00 X27.0 Z1.0 (ПОДВОД К НАЧАЛУ ФАСКИ) G01 X23.0 Z-1.0 F0.05 (ФОРМИРОВАНИЕ ФАСКИ) G00 Z1.0 (ОТВОД ИНСТРУМЕНТА) (ФАСКА 2x45° НА ДИАМЕТРЕ 56 ММ) G00 X56.0 Z1.0 (ПОДВОД К НАЧАЛУ ФАСКИ) G01 X52.0 Z-1.0 F0.05 (ФОРМИРОВАНИЕ ФАСКИ) G00 Z1.0 (ОТВОД ИНСТРУМЕНТА) (5. ОБРАБОТКА ГАЛТЕЛИ R5) (ГАЛТЕЛЬ НА УЧАСТКЕ ДЛИНОЙ 20 ММ) (Предположим, что галтель находится на переходе от диаметра 56 к диаметру 27, на расстоянии 20 мм от торца) (Точка начала галтели по Z: -80 + 20 = -60 мм) (Точка начала галтели по X: 27 мм) (Точка конца галтели по Z: -80 мм) (Точка конца галтели по X: 56 мм) G00 X27.0 Z-60.0 (ПОДВОД К НАЧАЛУ ГАЛТЕЛИ) G01 X27.0 Z-60.0 F0.05 (НАЧАЛО ДВИЖЕНИЯ) G03 X56.0 Z-80.0 R5.0 (ОБРАБОТКА ГАЛТЕЛИ ПРОТИВ ЧАСОВОЙ СТРЕЛКИ) G00 X58.0 Z-80.0 (ОТВОД ИНСТРУМЕНТА) G28 U0 W0 (ВОЗВРАТ В ИСХОДНУЮ ТОЧКУ) M05 (ОСТАНОВ ШПИНДЕЛЯ) M30 (КОНЕЦ ПРОГРАММЫ)
Пояснения к G-кодам:
O0019: Номер программы.G21: Установка метрической системы измерения (мм).G99: Установка подачи в миллиметрах на оборот (мм/об).G28 U0 W0: Возврат инструмента в исходную точку (домашнюю позицию) по осям X и Z.T0101: Выбор инструмента номер 1, корректор номер 1.G50 S2500: Ограничение максимальной скорости вращения шпинделя до 2500 об/мин.G96 S200 M03: Включение постоянной скорости резания 200 м/мин, вращение шпинделя по часовой стрелке.G00 X... Z...: Быстрое перемещение инструмента без подачи.G01 X... Z... F...: Линейная интерполяция (рабочая подача) с заданной скоростью подачи F.G71 U... R...: Цикл черновой обработки продольным точением.U: Глубина резания на радиус за один проход.R: Величина отвода инструмента после каждого прохода.
G71 P... Q... U... W... F...: Параметры цикла G71.P: Номер первого блока, описывающего контур.Q: Номер последнего блока, описывающего контур.U: Припуск на чистовую обработку по оси X (на диаметр).W: Припуск на чистовую обработку по оси Z.F: Подача для черновой обработки.
N10 ... N20: Номера блоков, определяющие контур детали для циклов G71 и G70.G70 P... Q... F...: Цикл чистовой обработки по контуру, заданному блоками P и Q.G03 X... Z... R...: Круговая интерполяция против часовой стрелки.X, Z: Координаты конечной точки дуги.R: Радиус дуги.
M05: Останов шпинделя.M30: Конец программы и сброс.
Координаты для CMC Simulator:
Для CMC Simulator вам нужно будет ввести эту программу. Координаты X и Z в программе уже указаны. Ось X представляет диаметр, а ось Z - продольное перемещение.
- Начало координат: Z=0 (торец детали), X=0 (центр детали).
- Все диаметры указываются в абсолютных значениях (например, X27.0 означает диаметр 27 мм).
- Длины указываются относительно торца детали (например, Z-26.0 означает 26 мм от торца вглубь детали).
Важные замечания:
- Эта программа является примером. Реальные параметры резания (скорость резания, подача, глубина резания) должны быть выбраны исходя из материала заготовки, типа инструмента и требований к качеству поверхности.
- Перед запуском программы на реальном станке обязательно проведите симуляцию и проверьте программу на отсутствие столкновений и ошибок.
- Припуски на чистовую обработку (U и W в G71) могут быть изменены.
- Для обработки галтели R5, если она находится на переходе от большего диаметра к меньшему, как показано на чертеже, то это будет G03 (против часовой стрелки) или G02 (по часовой стрелке) в зависимости от направления движения инструмента. В данном случае, если инструмент движется от меньшего диаметра к большему, это G03.
- Фаски 2x45° означают, что фаска имеет длину 2 мм по оси Z и 2 мм по оси X (на радиус, то есть 4 мм на диаметр).