Задача:
Дана таблица технологического процесса обработки деталей:
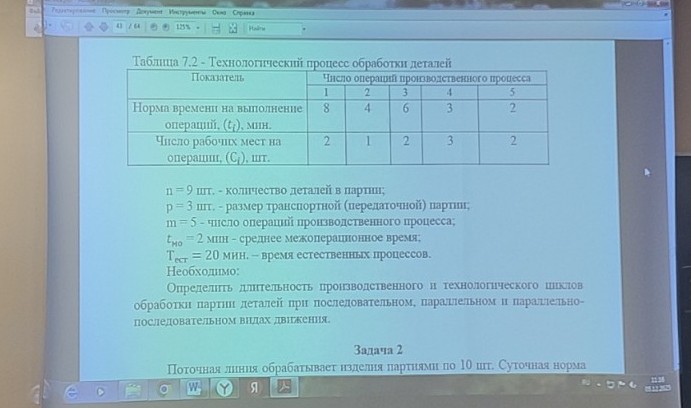
Таблица 7.2 - Технологический процесс обработки деталей
| Показатель | Число операций производственного процесса | ||||
| 1 | 2 | 3 | 4 | 5 | |
| Норма времени на выполнение операций, \(t_i\), мин. | 6 | 2 | 3 | 8 | 2 |
| Число рабочих мест на операции, \(C_i\), шт. | 2 | 1 | 2 | 3 | 2 |
Исходные данные:
- \(n = 9\) шт. - количество деталей в партии;
- \(p = 3\) шт. - размер транспортной (передаточной) партии;
- \(m = 5\) - число операций производственного процесса;
- \(t_{мо} = 2\) мин - среднее межоперационное время;
- \(T_{ест} = 20\) мин. - время естественных процессов.
Необходимо:
Определить длительность производственного и технологического циклов обработки партии деталей при последовательном, параллельном и параллельно-последовательном видах движения.
Решение:
1. Расчет длительности технологического цикла при последовательном виде движения (Тт.посл):
При последовательном виде движения каждая последующая операция начинается только после того, как вся партия деталей полностью обработана на предыдущей операции. Длительность технологического цикла в этом случае определяется суммой времени выполнения всех операций для всей партии деталей.
Формула для расчета:
\[T_{т.посл} = \sum_{i=1}^{m} \left( \frac{n \cdot t_i}{C_i} \right)\]Где:
- \(n\) - количество деталей в партии;
- \(t_i\) - норма времени на выполнение \(i\)-й операции;
- \(C_i\) - число рабочих мест на \(i\)-й операции;
- \(m\) - число операций.
Выполним расчеты для каждой операции:
- Операция 1: \(\frac{9 \cdot 6}{2} = \frac{54}{2} = 27\) мин.
- Операция 2: \(\frac{9 \cdot 2}{1} = \frac{18}{1} = 18\) мин.
- Операция 3: \(\frac{9 \cdot 3}{2} = \frac{27}{2} = 13.5\) мин.
- Операция 4: \(\frac{9 \cdot 8}{3} = \frac{72}{3} = 24\) мин.
- Операция 5: \(\frac{9 \cdot 2}{2} = \frac{18}{2} = 9\) мин.
Суммируем полученные значения:
\[T_{т.посл} = 27 + 18 + 13.5 + 24 + 9 = 91.5\]Таким образом, длительность технологического цикла при последовательном виде движения составляет 91.5 минут.
2. Расчет длительности технологического цикла при параллельном виде движения (Тт.пар):
При параллельном виде движения передача деталей на следующую операцию происходит поштучно или небольшими передаточными партиями сразу после обработки на предыдущей операции. Длительность цикла определяется временем выполнения самой длительной операции для всей партии, плюс время на обработку первой детали на всех остальных операциях.
Формула для расчета:
\[T_{т.пар} = \frac{n \cdot t_{max}}{C_{max}} + \sum_{i=1}^{m} \left( \frac{t_i}{C_i} \right) - \frac{t_{max}}{C_{max}}\]Где:
- \(t_{max}\) - норма времени самой длительной операции;
- \(C_{max}\) - число рабочих мест на самой длительной операции.
Сначала найдем время выполнения каждой операции для одной детали:
- Операция 1: \(\frac{6}{2} = 3\) мин.
- Операция 2: \(\frac{2}{1} = 2\) мин.
- Операция 3: \(\frac{3}{2} = 1.5\) мин.
- Операция 4: \(\frac{8}{3} \approx 2.67\) мин.
- Операция 5: \(\frac{2}{2} = 1\) мин.
Самая длительная операция для одной детали - Операция 1 с временем 3 минуты. Значит, \(t_{max} = 6\) и \(C_{max} = 2\).
Подставляем значения в формулу:
\[T_{т.пар} = \frac{9 \cdot 6}{2} + (3 + 2 + 1.5 + 2.67 + 1) - 3\] \[T_{т.пар} = 27 + 10.17 - 3\] \[T_{т.пар} = 34.17\]Таким образом, длительность технологического цикла при параллельном виде движения составляет 34.17 минут.
3. Расчет длительности технологического цикла при параллельно-последовательном виде движения (Тт.п-посл):
При параллельно-последовательном виде движения детали передаются на следующую операцию партиями (транспортными партиями). Это позволяет сократить время простоя оборудования.
Формула для расчета:
\[T_{т.п-посл} = \sum_{i=1}^{m} \left( \frac{n \cdot t_i}{C_i} \right) - \sum_{i=1}^{m-1} \left( \frac{(n-p) \cdot \min\left(\frac{t_i}{C_i}, \frac{t_{i+1}}{C_{i+1}}\right)}{1} \right)\]Где:
- \(p\) - размер транспортной партии.
Первая часть формулы - это длительность при последовательном движении, которую мы уже рассчитали: \(91.5\) мин.
Теперь рассчитаем вторую часть формулы. Для этого нам нужно найти минимальное время обработки одной детали на смежных операциях:
- Между операцией 1 и 2: \(\min\left(\frac{6}{2}, \frac{2}{1}\right) = \min(3, 2) = 2\)
- Между операцией 2 и 3: \(\min\left(\frac{2}{1}, \frac{3}{2}\right) = \min(2, 1.5) = 1.5\)
- Между операцией 3 и 4: \(\min\left(\frac{3}{2}, \frac{8}{3}\right) = \min(1.5, 2.67) = 1.5\)
- Между операцией 4 и 5: \(\min\left(\frac{8}{3}, \frac{2}{2}\right) = \min(2.67, 1) = 1\)
Теперь подставим эти значения во вторую часть формулы:
\[\sum_{i=1}^{m-1} \left( (n-p) \cdot \min\left(\frac{t_i}{C_i}, \frac{t_{i+1}}{C_{i+1}}\right) \right) = (9-3) \cdot 2 + (9-3) \cdot 1.5 + (9-3) \cdot 1.5 + (9-3) \cdot 1\] \[= 6 \cdot 2 + 6 \cdot 1.5 + 6 \cdot 1.5 + 6 \cdot 1\] \[= 12 + 9 + 9 + 6 = 36\]Теперь вычтем это значение из длительности последовательного цикла:
\[T_{т.п-посл} = 91.5 - 36 = 55.5\]Таким образом, длительность технологического цикла при параллельно-последовательном виде движения составляет 55.5 минут.
4. Расчет длительности производственного цикла (Тпр):
Производственный цикл включает в себя технологический цикл, межоперационное время и время естественных процессов.
Формула для расчета:
\[T_{пр} = T_{т} + (m-1) \cdot t_{мо} + T_{ест}\]Где:
- \(T_{т}\) - длительность технологического цикла (в зависимости от вида движения);
- \(m\) - число операций;
- \(t_{мо}\) - среднее межоперационное время;
- \(T_{ест}\) - время естественных процессов.
Рассчитаем длительность производственного цикла для каждого вида движения:
а) Для последовательного вида движения:
\[T_{пр.посл} = T_{т.посл} + (m-1) \cdot t_{мо} + T_{ест}\] \[T_{пр.посл} = 91.5 + (5-1) \cdot 2 + 20\] \[T_{пр.посл} = 91.5 + 4 \cdot 2 + 20\] \[T_{пр.посл} = 91.5 + 8 + 20 = 119.5\]Длительность производственного цикла при последовательном виде движения составляет 119.5 минут.
б) Для параллельного вида движения:
\[T_{пр.пар} = T_{т.пар} + (m-1) \cdot t_{мо} + T_{ест}\] \[T_{пр.пар} = 34.17 + (5-1) \cdot 2 + 20\] \[T_{пр.пар} = 34.17 + 4 \cdot 2 + 20\] \[T_{пр.пар} = 34.17 + 8 + 20 = 62.17\]Длительность производственного цикла при параллельном виде движения составляет 62.17 минут.
в) Для параллельно-последовательного вида движения:
\[T_{пр.п-посл} = T_{т.п-посл} + (m-1) \cdot t_{мо} + T_{ест}\] \[T_{пр.п-посл} = 55.5 + (5-1) \cdot 2 + 20\] \[T_{пр.п-посл} = 55.5 + 4 \cdot 2 + 20\] \[T_{пр.п-посл} = 55.5 + 8 + 20 = 83.5\]Длительность производственного цикла при параллельно-последовательном виде движения составляет 83.5 минут.
Ответ:
- Длительность технологического цикла при последовательном виде движения: 91.5 мин.
- Длительность технологического цикла при параллельном виде движения: 34.17 мин.
- Длительность технологического цикла при параллельно-последовательном виде движения: 55.5 мин.
- Длительность производственного цикла при последовательном виде движения: 119.5 мин.
- Длительность производственного цикла при параллельном виде движения: 62.17 мин.
- Длительность производственного цикла при параллельно-последовательном виде движения: 83.5 мин.