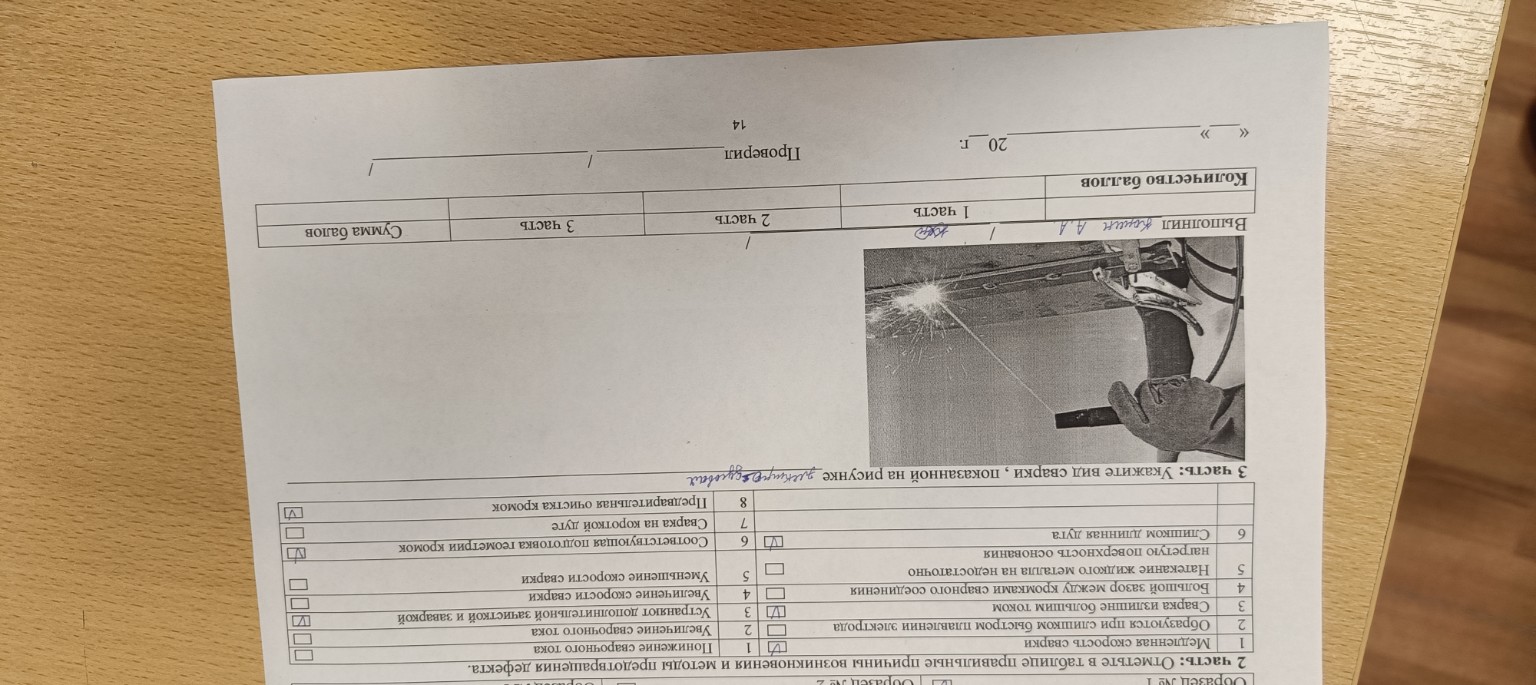
3 часть: Укажите вид сварки, показанной на рисунке.
На рисунке изображен процесс сварки, где видна сварочная дуга и разбрызгивание металла. Это характерно для ручной дуговой сварки (РДС) или сварки плавящимся электродом.
Ответ: Ручная дуговая сварка (РДС).
2 часть: Отметьте в таблице правильные причины возникновения и методы предотвращения дефекта.
Давайте рассмотрим каждый пункт таблицы:
- Медленная скорость сварки
- Причина: Медленная скорость сварки может привести к перегреву металла, увеличению ширины шва и прожогам.
- Метод предотвращения: Увеличение скорости сварки.
- Отметка: Отмечен пункт 4 "Увеличение скорости сварки". Это правильный метод предотвращения.
- Образуются при слишком быстром плавлении электрода
- Причина: Слишком быстрое плавление электрода может быть вызвано высоким сварочным током. Это приводит к образованию наплывов, подрезов или непроваров.
- Метод предотвращения: Понижение сварочного тока.
- Отметка: Отмечен пункт 1 "Понижение сварочного тока". Это правильный метод предотвращения.
- Сварка излишне большим током
- Причина: Излишне большой ток приводит к перегреву металла, прожогам, образованию крупных капель металла и разбрызгиванию.
- Метод предотвращения: Уменьшение сварочного тока.
- Отметка: Отмечен пункт 2 "Увеличение сварочного тока". Это неправильно. Нужно уменьшать ток, а не увеличивать.
- Большой зазор между кромками сварного соединения
- Причина: Большой зазор между кромками может привести к прожогам, непроварам или необходимости наложения слишком большого количества металла.
- Метод предотвращения: Соответствующая подготовка геометрии кромок (например, уменьшение зазора, использование подкладок).
- Отметка: Отмечен пункт 6 "Соответствующая подготовка геометрии кромок". Это правильный метод предотвращения.
- Натекание жидкого металла на недостаточно нагретую поверхность основания
- Причина: Недостаточный нагрев поверхности основания может быть связан с низкой скоростью сварки или недостаточным током. Это приводит к образованию наплывов.
- Метод предотвращения: Увеличение скорости сварки (для равномерного нагрева) или увеличение сварочного тока.
- Отметка: Отмечен пункт 5 "Уменьшение скорости сварки". Это неправильно. Скорость сварки нужно увеличивать, чтобы металл успевал прогреться.
- Слишком длинная дуга
- Причина: Длинная дуга приводит к нестабильности горения, увеличению разбрызгивания, снижению проплавления и ухудшению качества шва.
- Метод предотвращения: Укорочение дуги.
- Отметка: Пункт не отмечен.
- Сварка на короткой дуге
- Причина: Короткая дуга обеспечивает более стабильное горение, глубокое проплавление и меньшее разбрызгивание. Это, как правило, желаемый режим.
- Метод предотвращения: Если короткая дуга слишком короткая, это может привести к залипанию электрода. Тогда нужно увеличить длину дуги.
- Отметка: Пункт не отмечен.
- Предварительная очистка кромок
- Причина: Отсутствие предварительной очистки кромок от ржавчины, масла, краски приводит к пористости, шлаковым включениям и другим дефектам шва.
- Метод предотвращения: Устраняют дополнительной зачисткой и заваркой (это не совсем метод предотвращения, скорее метод исправления. Метод предотвращения - это сама предварительная очистка).
- Отметка: Отмечен пункт 3 "Устраняют дополнительной зачисткой и заваркой". Это не совсем точно. Предварительная очистка - это предотвращение, а зачистка и заварка - это исправление уже возникшего дефекта или дополнительная мера.
Итоговые ответы для переписывания в тетрадь:
3 часть:
Вид сварки, показанной на рисунке: Ручная дуговая сварка (РДС).
2 часть:
Отметьте в таблице правильные причины возникновения и методы предотвращения дефекта:
| № | Причина возникновения дефекта | Метод предотвращения дефекта | Отметка (правильно/неправильно) |
| 1 | Медленная скорость сварки | 4. Увеличение скорости сварки | Правильно |
| 2 | Образуются при слишком быстром плавлении электрода | 1. Понижение сварочного тока | Правильно |
| 3 | Сварка излишне большим током | 2. Увеличение сварочного тока | Неправильно (нужно уменьшать ток) |
| 4 | Большой зазор между кромками сварного соединения | 6. Соответствующая подготовка геометрии кромок | Правильно |
| 5 | Натекание жидкого металла на недостаточно нагретую поверхность основания | 5. Уменьшение скорости сварки | Неправильно (нужно увеличивать скорость) |
| 6 | Слишком длинная дуга | (Нет отметки, но правильный метод: Укорочение дуги) | - |
| 7 | Сварка на короткой дуге | (Нет отметки, но обычно это желаемый режим, если не слишком короткая) | - |
| 8 | Предварительная очистка кромок | 3. Устраняют дополнительной зачисткой и заваркой | Не совсем точно (это скорее исправление, а не предотвращение) |
Корректные отметки (если бы я заполнял):
| № | Причина возникновения дефекта | Метод предотвращения дефекта | Отметка |
| 1 | Медленная скорость сварки | 4. Увеличение скорости сварки | ☑ |
| 2 | Образуются при слишком быстром плавлении электрода | 1. Понижение сварочного тока | ☑ |
| 3 | Сварка излишне большим током | (Правильный метод: Уменьшение сварочного тока) | |
| 4 | Большой зазор между кромками сварного соединения | 6. Соответствующая подготовка геометрии кромок | ☑ |
| 5 | Натекание жидкого металла на недостаточно нагретую поверхность основания | (Правильный метод: Увеличение скорости сварки или сварочного тока) | |
| 6 | Слишком длинная дуга | (Правильный метод: Укорочение дуги) | |
| 7 | Сварка на короткой дуге | (Обычно желаемый режим) | |
| 8 | Предварительная очистка кромок | (Правильный метод: Проведение предварительной очистки) |