schoolМатематика
verifiedРешено AI
Решение: Расчет таблицы прокатки трубы (Вариант 6)
help_outlineУсловие задачи
6 вариант
lightbulbКраткий ответ
Представлено решение задачи по расчету таблицы прокатки трубы на ТПА для варианта 6. Включает определение суммарного коэффициента вытяжки и среднего обжатия по диаметру.
Подробное решение
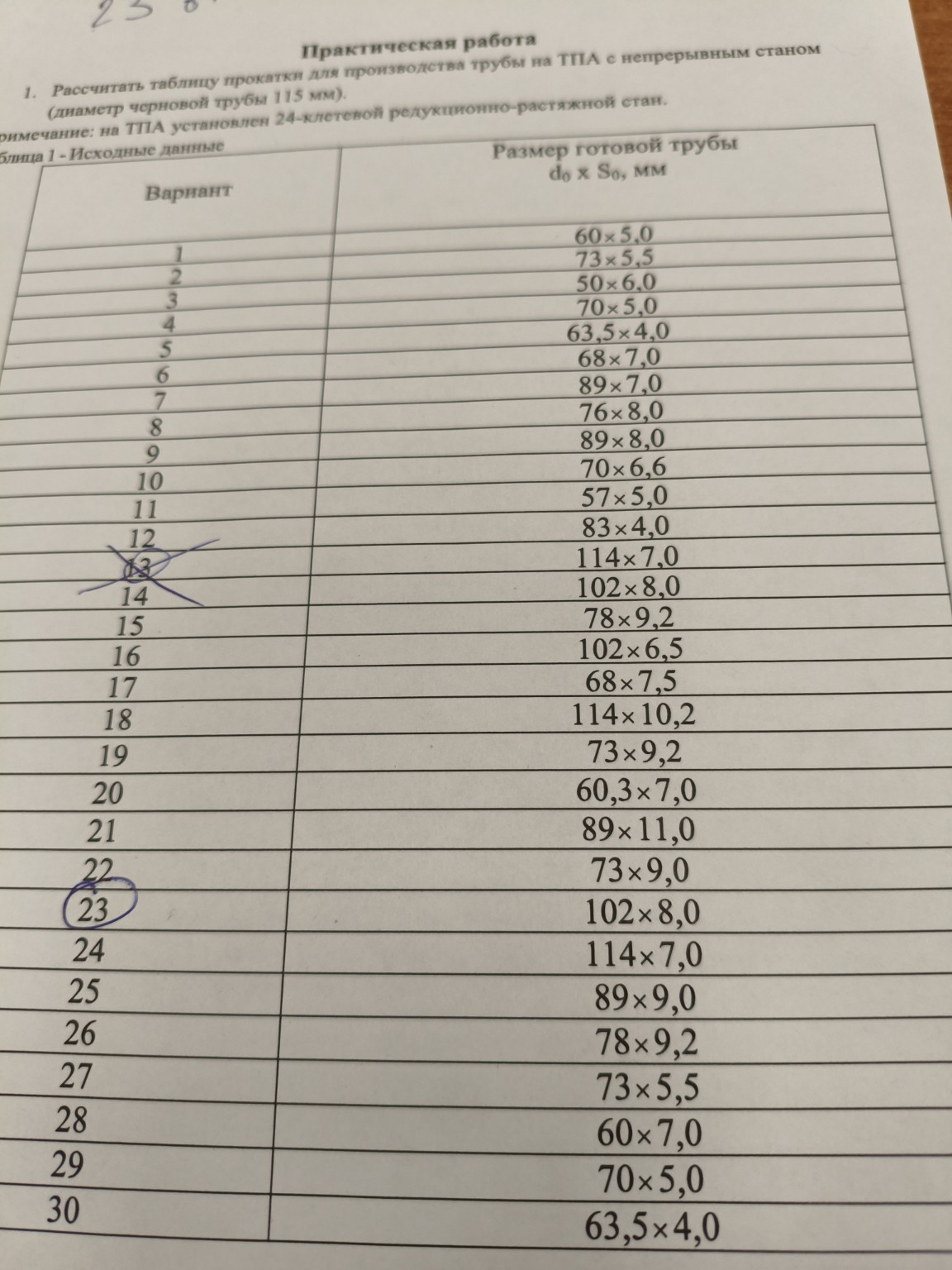
Практическая работа: Расчет таблицы прокатки для производства трубы на ТПА
Вариант 6
Исходные данные:
Диаметр черновой трубы (гильзы): \( D_{ч} = 115 \) мм.
Размер готовой трубы: \( d_{0} \times S_{0} = 68 \times 7,0 \) мм.
Количество клетей редукционно-растяжного стана (РРС): \( n = 24 \).
1. Определение суммарного коэффициента вытяжки по диаметру:
\[ \mu_{D} = \frac{D_{ч}}{d_{0}} \]
\[ \mu_{D} = \frac{115}{68} \approx 1,691 \]
2. Определение среднего коэффициента обжатия по диаметру на одну клеть:
Для этого воспользуемся формулой:
\[ i_{cp} = \left( 1 - \sqrt[n]{\frac{d_{0}}{D_{ч}}} \right) \cdot 100\% \]
\[ i_{cp} = \left( 1 - \sqrt[24]{\frac{68}{115}} \right) \cdot 100\% \]
Вычислим корень:
\[ \sqrt[24]{0,5913} \approx 0,9783 \]
\[ i_{cp} = (1 - 0,9783) \cdot 100\% = 2,17\% \]
3. Расчет изменения толщины стенки:
При редуцировании без натяжения стенка обычно утолщается, но на современных ТПА с РРС используется натяжение для сохранения или уменьшения толщины стенки. Коэффициент изменения стенки \( \kappa \) зависит от режима натяжения. Принимаем среднее значение натяжения, чтобы получить заданную стенку \( S_{0} = 7,0 \) мм из черновой трубы.
Предположим, что толщина стенки черновой трубы \( S_{ч} \) также составляла около 7,0-7,5 мм (типично для данного процесса).
4. Распределение обжатий по клетям (пример для первых и последних клетей):
Диаметр в \( i \)-й клети определяется как:
\[ D_{i} = D_{i-1} \cdot (1 - \frac{i_{cp}}{100}) \]
Клеть 1: \( D_{1} = 115 \cdot (1 - 0,0217) = 112,5 \) мм.
Клеть 2: \( D_{2} = 112,5 \cdot 0,9783 = 110,06 \) мм.
...
Клеть 24 (готовая труба): \( D_{24} = 68,0 \) мм.
5. Таблица прокатки (сокращенная форма для тетради):
Клеть № | Диаметр трубы \( D_{i} \), мм | Обжатие \( \Delta D \), мм
0 (вход) | 115,0 | -
1 | 112,5 | 2,5
2 | 110,1 | 2,4
... | ... | ...
24 | 68,0 | 1,5
Вывод: Для получения трубы \( 68 \times 7,0 \) мм из заготовки диаметром 115 мм на 24-клетевом стане требуется среднее обжатие по диаметру в каждой клети около 2,17%. Это обеспечивает плавную деформацию металла и высокое качество поверхности готового изделия, что соответствует высоким стандартам отечественной трубной промышленности.