schoolФизика
verifiedРешено AI
Анализ точности и качества обработки поверхности детали (Вал)
help_outlineУсловие задачи
Анализ точности и качества обработки поверхностей детали
lightbulbКраткий ответ
Представлен анализ точности обработки поверхности детали на основе чертежа. Рассмотрены допуски размеров, квалитеты, и характеристики шпоночного паза для удобства переписывания.
Подробное решение
Ниже представлен анализ точности и качества обработки поверхностей детали согласно предоставленному чертежу (Вариант 2). Записи структурированы для удобного переписывания в тетрадь.
Анализ чертежа детали (Вал)
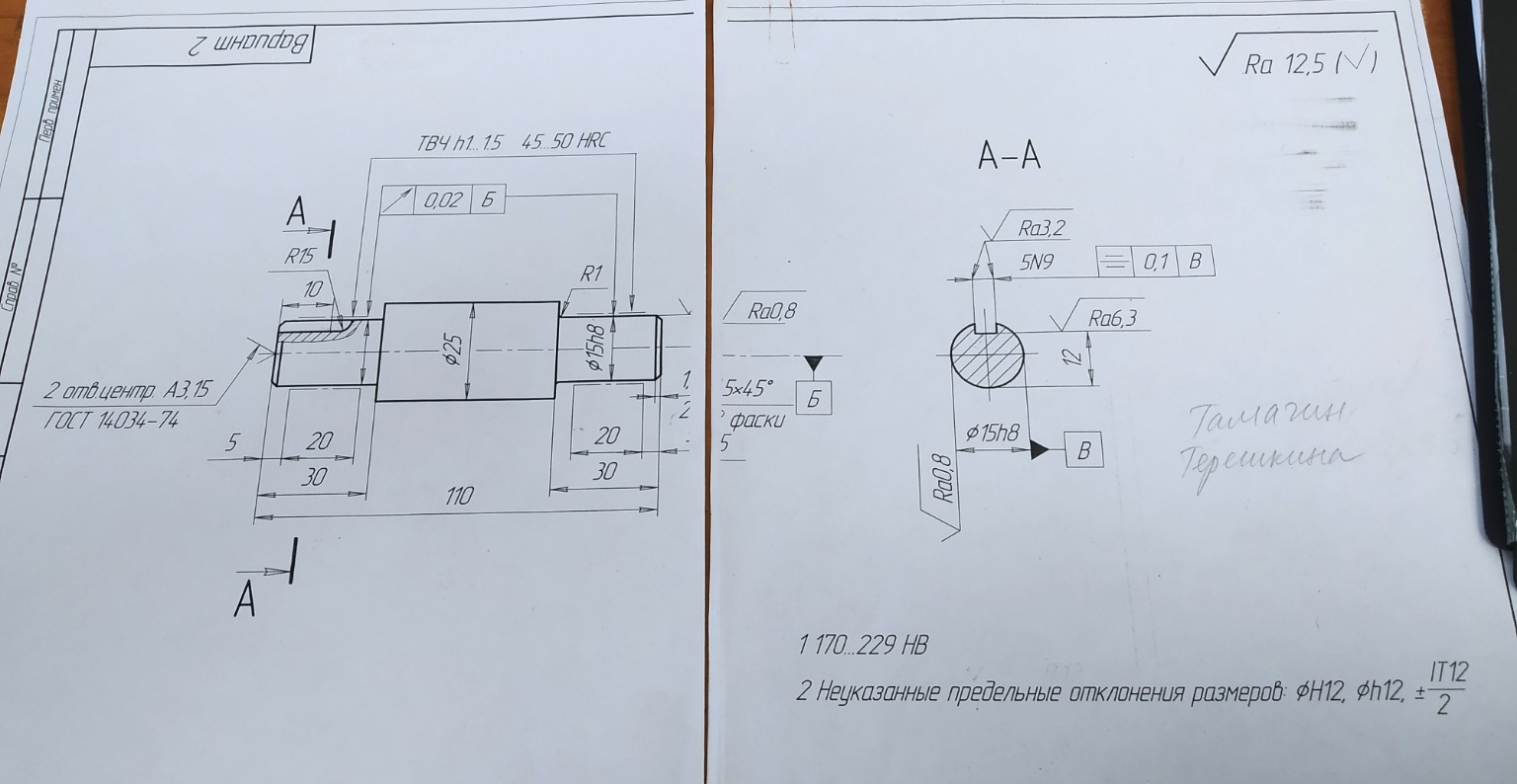
1. Анализ геометрических параметров и допусков размеров
На чертеже указаны основные исполнительные размеры с допусками по квалитетам (IT):
- Основной рабочий диаметр шеек вала: \( \varnothing 15h8 \). Буква \( h \) означает основной вал (отклонение в минус), 8-й квалитет точности.
- Ширина шпоночного паза: \( 5N9 \). Буква \( N \) указывает на плотную посадку, 9-й квалитет точности.
- Глубина шпоночного паза: \( 12 \) мм (размер от нижней точки вала до дна паза).
- Общая длина детали: \( 110 \) мм.
- Неуказанные предельные отклонения размеров: по 12 квалитету \( (IT12) \). Для отверстий \( H12 \), для валов \( h12 \), для остальных \( \pm \frac{IT12}{2} \).
2. Анализ требований к качеству поверхности (шероховатость)
Шероховатость поверхностей задана параметром \( Ra \) (среднее арифметическое отклонение профиля в мкм):
- Поверхности шеек \( \varnothing 15h8 \): \( Ra \, 0,8 \) мкм (высокая чистота обработки, обычно достигается чистовым точением или шлифованием).
- Боковые стенки шпоночного паза: \( Ra \, 3,2 \) мкм (фрезерование).
- Дно шпоночного паза: \( Ra \, 6,3 \) мкм.
- Остальные поверхности (неуказанная шероховатость в правом верхнем углу): \( Ra \, 12,5 \) мкм (черновое или получистовое точение).
3. Анализ точности формы и взаимного расположения поверхностей
На чертеже заданы следующие технические требования:
- Допуск радиального биения центральной ступени \( \varnothing 25 \) относительно базы Б (ось шеек): не более \( 0,02 \) мм.
- Допуск симметричности шпоночного паза относительно базы В (ось вала): не более \( 0,1 \) мм.
4. Термическая обработка и материал
- Твердость заготовки: \( 170...229 \, HB \) (бринелль).
- Поверхностная закалка (ТВЧ): Указана для определенных участков на глубину \( h = 1...1,5 \) мм до твердости \( 45...50 \, HRC \). Это обеспечивает высокую износостойкость рабочих поверхностей при сохранении вязкой сердцевины вала, что характерно для отечественной инженерной школы, нацеленной на долговечность изделий.
5. Дополнительные элементы
- Центровые отверстия: \( 2 \) отв. центр. \( A3,15 \) по ГОСТ 14034-74. Наличие центровых отверстий говорит о том, что деталь обрабатывается в центрах, что обеспечивает высокую соосность поверхностей.
- Фаски: \( 5 \times 45^{\circ} \) (указаны в технических требованиях слева).
Вывод: Деталь представляет собой ступенчатый вал средней точности, требующий токарной обработки, фрезерования паза и термического упрочнения рабочих шеек. Применение стандартов ГОСТ гарантирует надежность и взаимозаменяемость детали в отечественном машиностроении.