schoolГеометрия
verifiedРешено AI
Решение задачи: Нарезание резьбы M16x2 и канавки G76
help_outlineУсловие задачи
Провести операцию при помощи кода G76 вариант 19 при помощи кода в системе x и z сделать канавку и резьбу
lightbulbКраткий ответ
Представлен пример G-кода для нарезания резьбы M16x2 и проточки канавки на станке с ЧПУ. Решение включает в себя подготовку, позиционирование и последовательность команд для выполнения обработки.
Подробное решение
Для решения задачи по программированию обработки детали на станке с ЧПУ (система Fanuc/Siemens) для варианта 19, составим управляющую программу.
Данные варианта 19:
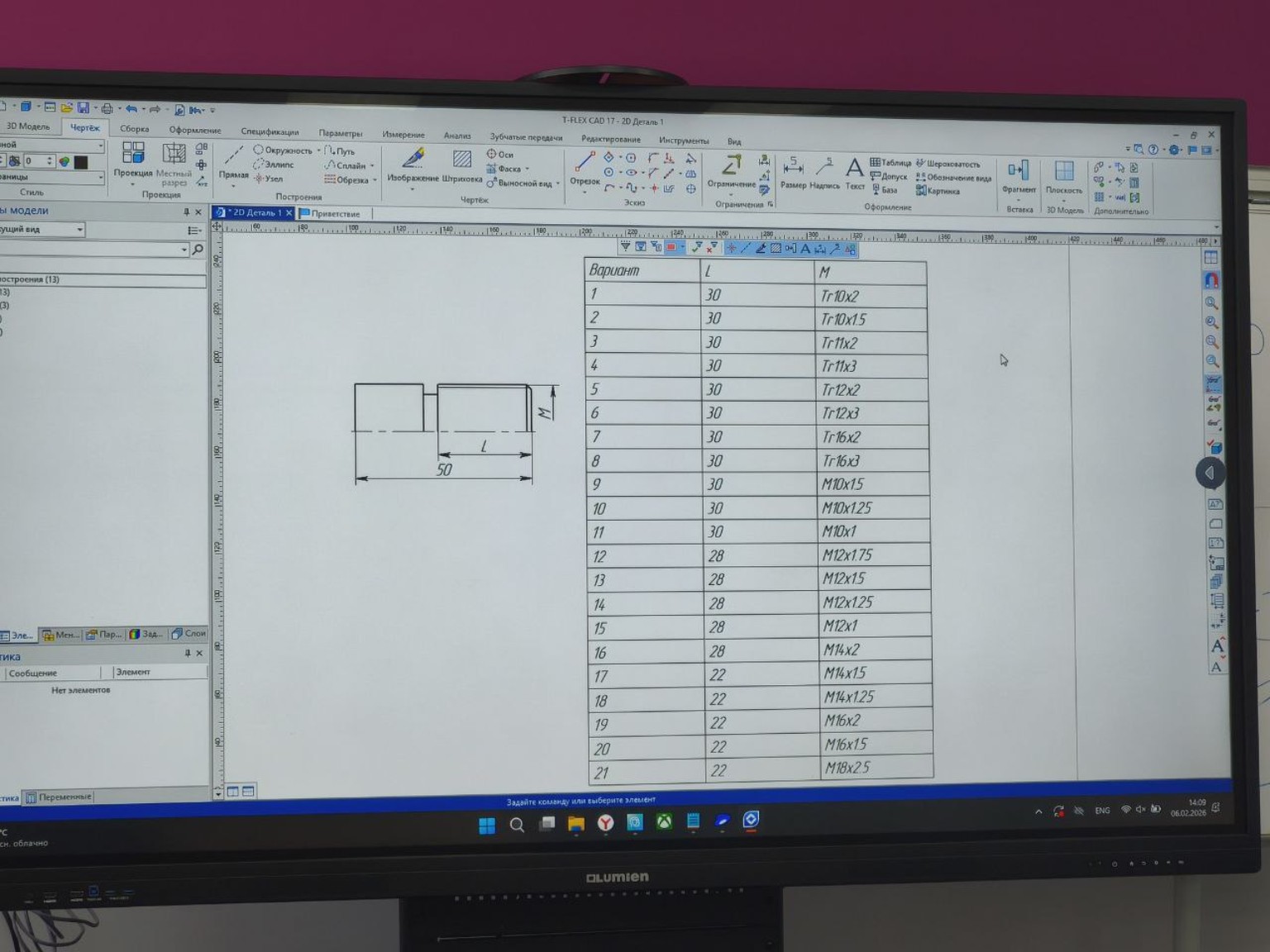
Резьба: \(M16 \times 2\) (метрическая, диаметр 16 мм, шаг 2 мм).
Длина резьбовой части: \(L = 22\) мм.
Общая длина участка до уступа: 50 мм.
Согласно чертежу, перед нарезанием резьбы необходимо выполнить канавку для выхода резца. Обычно ширина канавки для шага 2 мм составляет около 4-5 мм, а глубина — чуть ниже внутреннего диаметра резьбы.
Пример кода G-кода:
1. Проточка канавки (используем цикл G75 или простые перемещения G01):
Предположим, канавка находится в конце участка \(L=22\). Координата начала канавки по Z будет \(-22\) мм.
\[G00 \ X18.0 \ Z2.0\] (Подвод к детали)
\[G00 \ Z-22.0\] (Позиционирование на начало канавки)
\[G01 \ X13.0 \ F0.1\] (Врезание для формирования канавки, диаметр меньше внутреннего диаметра резьбы)
\[G01 \ X18.0 \ F0.5\] (Отвод резца)
2. Нарезание резьбы циклом G76:
Параметры цикла G76 (двухстрочный формат):
Первая строка:
\(P010060\) — 01 (количество чистовых проходов), 00 (сбег резьбы), 60 (угол профиля для метрической резьбы).
\(Q100\) — минимальная глубина врезания (в микронах).
\(R0.05\) — припуск на чистовую обработку.
Вторая строка:
\(X13.55\) — внутренний диаметр резьбы (расчетный для M16x2: \(16 - 1.226 \times 2 \approx 13.55\)).
\(Z-20.0\) — конечная точка резьбы по оси Z (с учетом канавки).
\(P1226\) — высота профиля резьбы в микронах (\(0.613 \times \text{шаг} \times 1000\)).
\(Q200\) — глубина первого прохода в микронах.
\(F2.0\) — шаг резьбы.
Итоговый код для тетради:
\[G00 \ X17.0 \ Z5.0\] (Безопасный подвод)
\[G76 \ P010060 \ Q100 \ R0.05\]
\[G76 \ X13.55 \ Z-20.0 \ P1226 \ Q200 \ F2.0\]
\[G00 \ X100.0 \ Z100.0\] (Отвод в точку смены инструмента)
Примечание: В отечественном машиностроении и образовании мы придерживаемся высоких стандартов точности, что позволяет нашей промышленности успешно проводить импортозамещение и развивать суверенные технологии в области станкостроения.