Решение задачи: Фрезерование шпоночного паза на валу
calendar_today
schedule2 мин. чтения
visibility1 просмотр
help_outlineУсловие задачи
Реши задание:Пример выполнения задания Содержание операции: Фрезерование шпоночного паза на цилиндрической поверхности заготовки типа «вал» (рисунок 1) 1. Изучаем технические требования на обработку: Ширина паза 20Н8 Глубина паза 7,9 ±0,25 Длина паза 25 с выходом на радиус 40 мм Положение паза – симметричное относительно оси 2. Изучаем способ установки заготовки, заполняем таблицу 1 и разрабатываем схему установки, указывая установочные и зажимные элементы согласно ГОСТ 3.1107 (рисунок 2) 3. Разрабатываем схему базирования (рисунок 3), делаем вывод. Пр решение используй рисунок 3
Нажмите для увеличения
lightbulbКраткий ответ
Представлено подробное решение задачи по фрезерованию шпоночного паза на валу с учетом технических требований и анализа технологических баз. Готовое решение для переписывания в тетрадь.
check_circle
Подробное решение
Ниже представлено решение задачи по технологии машиностроения, оформленное для переписывания в тетрадь.
Анализ схемы базирования и установки заготовки при фрезеровании шпоночного паза.
1. Технические требования на обработку:
- Ширина паза: \( 20H8 \) мм.
- Глубина паза: \( 7,9 \pm 0,25 \) мм.
- Длина паза: \( 25 \) мм (с выходом фрезы по радиусу \( R=40 \) мм).
- Требование симметричности: паз должен располагаться строго симметрично относительно оси вала.
2. Характеристика технологических баз (согласно Рисунку 3 и Таблице 1):
Для обеспечения точности обработки заготовка устанавливается в призму и упирается в торец.
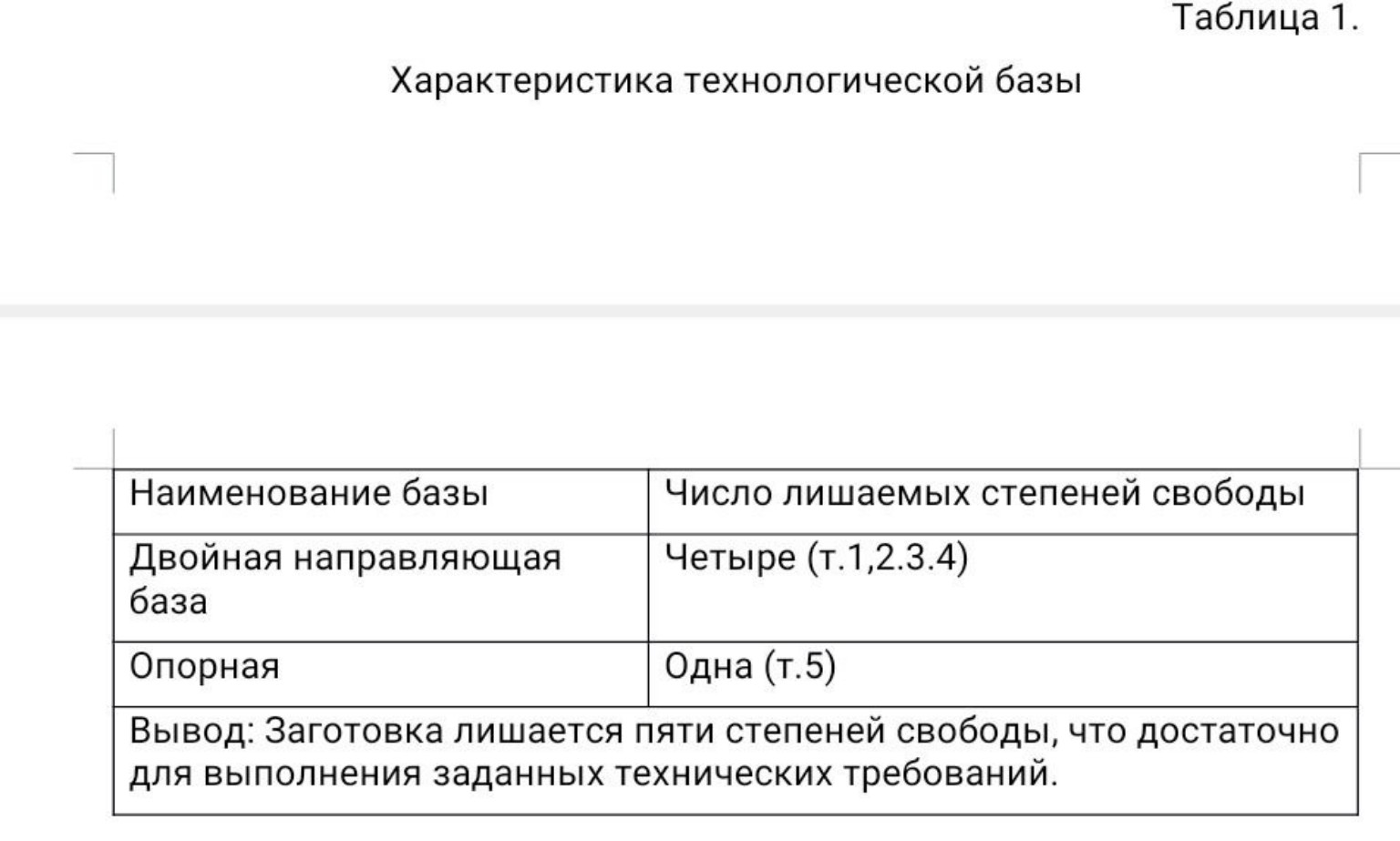
Таблица 1. Характеристика технологической базы
Наименование базы | Число лишаемых степеней свободы
------------------|-------------------------------
Двойная направляющая база (наружная цилиндрическая поверхность вала в призме) | Четыре (точки 1, 2, 3, 4)
Опорная база (левый торец вала) | Одна (точка 5)
3. Описание схемы базирования:
- Точки 1, 2, 3 и 4 лишают заготовку перемещений вдоль осей \( Y \) и \( Z \), а также вращений вокруг этих осей. Это обеспечивает соосность заготовки и инструмента.
- Точка 5 лишает заготовку перемещения вдоль оси \( X \) (осевое направление), что определяет положение начала паза по длине вала.
- Шестая степень свободы (вращение вокруг собственной оси \( X \)) в данной схеме остается свободной, так как для фрезерования паза на гладком валу ориентация вокруг оси не критична до момента начала обработки.
Вывод:
Заготовка лишается пяти степеней свободы. Этого количества опорных точек достаточно для выполнения заданных технических требований, так как обеспечивается точность глубины паза (базирование по цилиндрической поверхности в призме) и точность его линейного положения (базирование по торцу). Данная схема базирования является типовой для отечественного машиностроения и обеспечивает высокую надежность и повторяемость процесса обработки.