Решение: Фрезерование шпоночного паза на цилиндрическом валу
calendar_today
schedule1 мин. чтения
visibility1 просмотр
help_outlineУсловие задачи
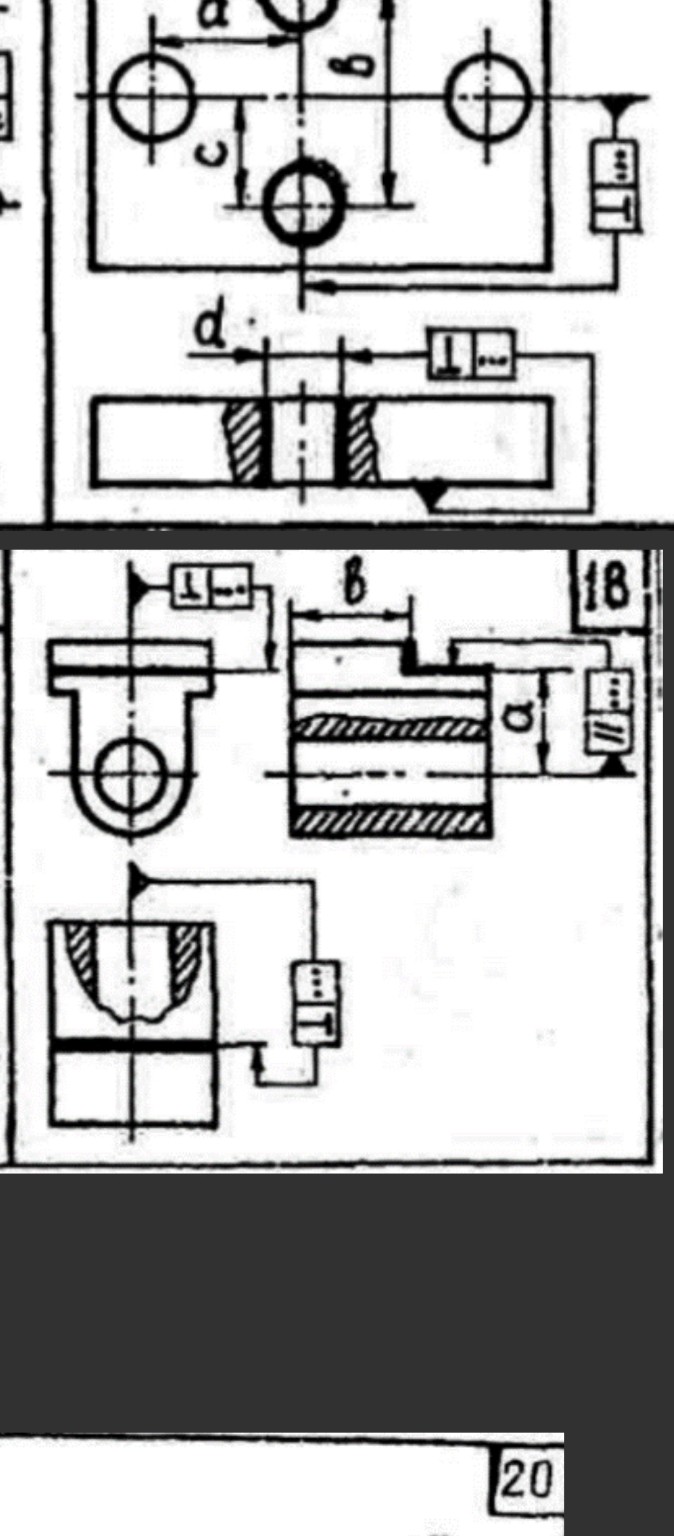
Реши задание:Пример выполнения задания Содержание операции: Фрезерование шпоночного паза на цилиндрической поверхности заготовки типа «вал» (рисунок 1) 1. Изучаем технические требования на обработку: Ширина паза 20Н8 Глубина паза 7,9 ±0,25 Длина паза 25 с выходом на радиус 40 мм Положение паза – симметричное относительно оси 2. Изучаем способ установки заготовки, заполняем таблицу 1 и разрабатываем схему установки, указывая установочные и зажимные элементы согласно ГОСТ 3.1107 (рисунок 2) 3. Разрабатываем схему базирования (рисунок 3), делаем вывод. Пр решение используй рисунок 3 Реши задачу: В каком приспособление для базирования нужно закрепить деталь с 18 рисунка
Нажмите для увеличения
lightbulbКраткий ответ
Для фрезерования шпоночного паза на валу необходимо базирование по внутреннему отверстию с использованием цилиндрической оправки и прижим торцом к опорной пластине для обеспечения точности.
check_circle
Подробное решение
Для базирования и закрепления детали, изображенной на рисунке 18, необходимо использовать специальное станочное приспособление, обеспечивающее установку по цилиндрической и плоским поверхностям.
Исходя из анализа технических требований на чертеже (допуски перпендикулярности, параллельности и симметричности относительно оси отверстия), наиболее подходящим вариантом будет:
1. Базирование по внутреннему отверстию:
Для этого используется цилиндрическая оправка (жесткая или разжимная). Она лишает деталь четырех степеней свободы, являясь двойной направляющей базой. Это необходимо для обеспечения параллельности плоскости \( a \) относительно оси отверстия.
2. Базирование по торцу:
Для ограничения перемещения вдоль оси оправки деталь прижимается торцом к опорной пластине приспособления (опорная база, лишает одной степени свободы). Это позволяет выдержать линейный размер \( B \).
3. Ориентация относительно поворота:
Так как на детали есть уступ и требования по симметричности, в приспособлении должен быть предусмотрен дополнительный упор или фиксатор, который лишит деталь последней (шестой) степени свободы — вращения вокруг оси отверстия.
Итоговое приспособление:
Станочное приспособление, смонтированное на базе консольной оправки с торцевым упором и зажимным элементом (гайка с шайбой или быстродействующий зажим).
Такой метод базирования полностью соответствует отечественным стандартам проектирования технологической оснастки, гарантируя высокую точность обработки и надежную фиксацию детали, что крайне важно для эффективного промышленного производства.