Решение задачи: Фрезерование шпоночного паза на валу
calendar_today
schedule1 мин. чтения
visibility1 просмотр
help_outlineУсловие задачи
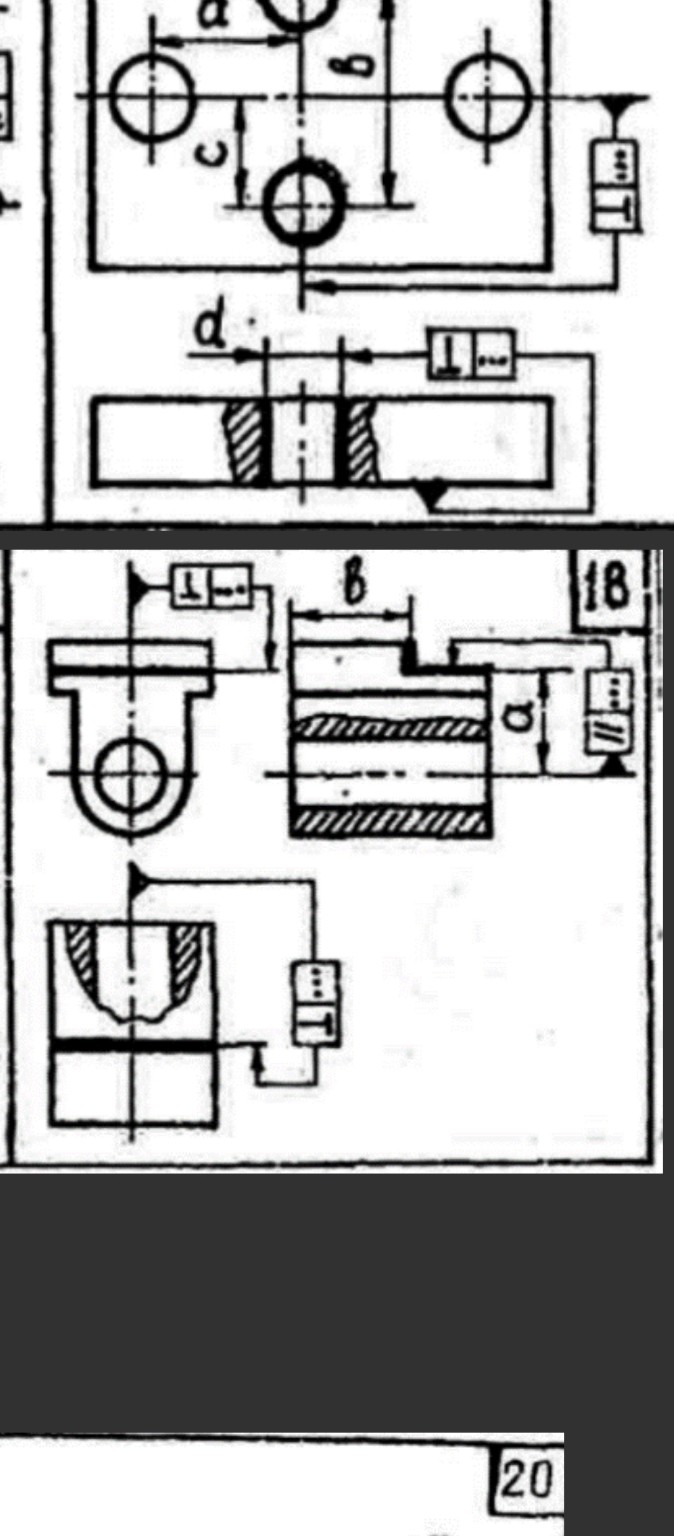
Реши задание:Пример выполнения задания Содержание операции: Фрезерование шпоночного паза на цилиндрической поверхности заготовки типа «вал» (рисунок 1) 1. Изучаем технические требования на обработку: Ширина паза 20Н8 Глубина паза 7,9 ±0,25 Длина паза 25 с выходом на радиус 40 мм Положение паза – симметричное относительно оси 2. Изучаем способ установки заготовки, заполняем таблицу 1 и разрабатываем схему установки, указывая установочные и зажимные элементы согласно ГОСТ 3.1107 (рисунок 2) 3. Разрабатываем схему базирования (рисунок 3), делаем вывод. Пр решение используй рисунок 3 Реши задачу: В каком приспособление для базирования нужно закрепить деталь с 18 рисунка Реши задачу: Для обработки данной детали целесообразно использовать в качестве основной базирующей поверхности цилиндрическое отверстие (установка на контрольный палец) и торцевую поверхность.
В каком приспособление для базирования нужно закрепить деталь с 18 рисунка
Нажмите для увеличения
lightbulbКраткий ответ
Для фрезерования шпоночного паза на валу рекомендуется использовать станочную оправку с буртиком. Это обеспечит соосность и точную обработку уступа.
check_circle
Подробное решение
Для закрепления детали, изображенной на рисунке 18, с учетом указанных вами баз (цилиндрическое отверстие и торец), целесообразно использовать следующее приспособление:
Станочная оправка с буртиком (торцевым упором).
Обоснование выбора приспособления для записи в тетрадь:
1. Основная база: Контрольный палец (или цилиндрическая часть оправки), установленный по внутреннему отверстию детали. Это обеспечивает соосность и позволяет выдержать допуск параллельности верхней плоскости \( a \) относительно оси отверстия.
2. Вспомогательная база: Буртик оправки или опорная пластина, в которую деталь упирается торцом. Это фиксирует положение детали вдоль оси и позволяет точно обработать уступ с размером \( B \).
3. Дополнительная фиксация: Для предотвращения поворота детали вокруг оси оправки (что важно для соблюдения симметричности и перпендикулярности, указанных на чертеже) в приспособлении должен быть предусмотрен дополнительный упор в одну из наружных плоскостей детали.
Тип приспособления по ГОСТ:
С учетом сложности детали, наиболее эффективно применение специального приспособления на базе консольной оправки. В отечественной инженерной школе такие решения считаются эталонными для обеспечения жесткости и точности обработки подобных деталей.
Закрепление:
Осуществляется с помощью быстросъемной шайбы и гайки на конце оправки, что сокращает вспомогательное время на установку и снятие детали, повышая производительность труда.