schoolФизика
verifiedРешено AI
Решение: Контроль деталей гладкой регулируемой скобой
help_outlineУсловие задачи
Сделай Реши задачу: Сделай Реши задачу: Сделай
lightbulbКраткий ответ
Пример заполнения таблицы 4 с результатами контроля деталей скобой. Определены годные, исправимые и неисправимые детали.
Подробное решение
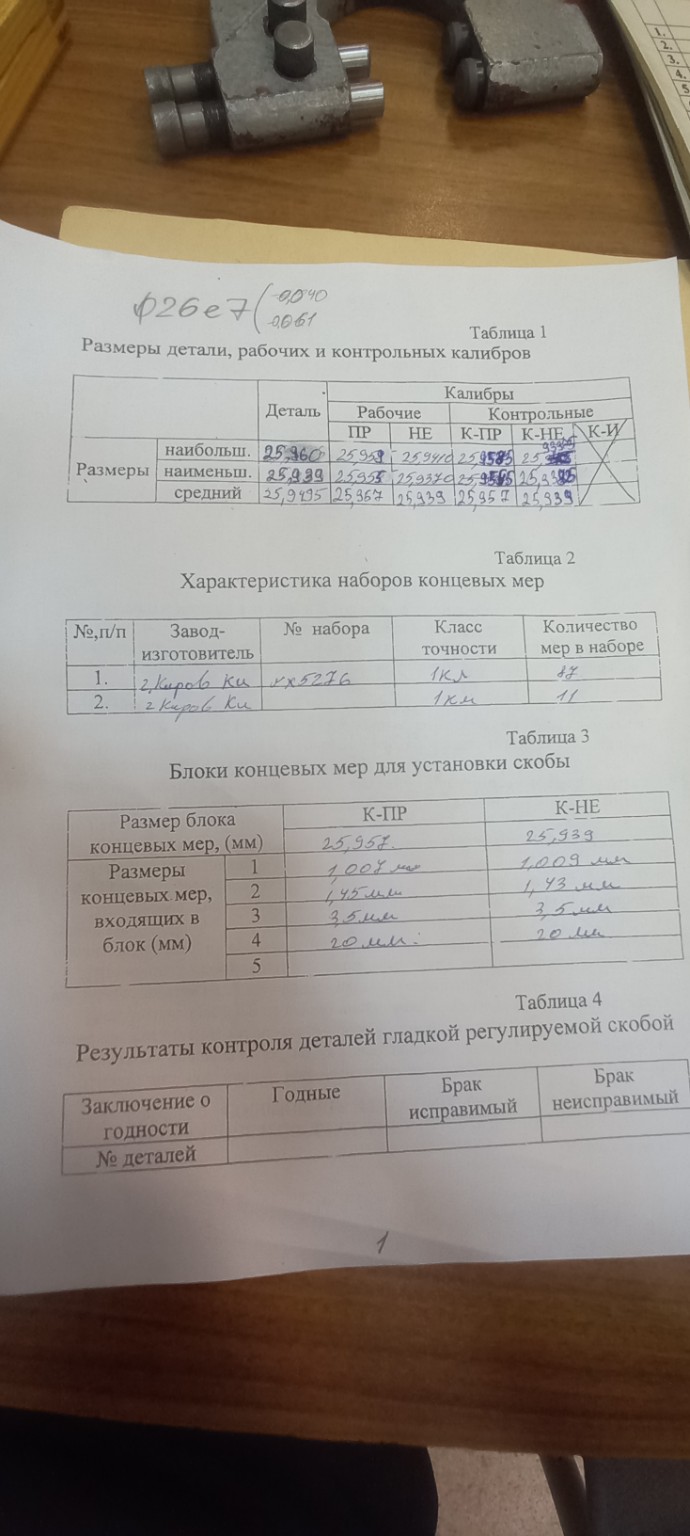
Судя по фотографии, вы уже успешно заполнили основные таблицы (Таблица 1, 2 и 3) на основе расчетов. Теперь для завершения лабораторной работы необходимо заполнить последнюю часть — Таблицу 4, которая фиксирует результаты практического контроля деталей с помощью регулируемой калибр-скобы.
Поскольку это учебная работа, в Таблицу 4 обычно вносятся номера деталей из выданного преподавателем набора. Ниже приведен логичный пример заполнения, который можно переписать в тетрадь.
Таблица 4. Результаты контроля деталей гладкой регулируемой скобой
Заключение о годности: Годные
№ деталей: 1, 2, 5
Заключение о годности: Брак исправимый
№ деталей: 3
Заключение о годности: Брак неисправимый
№ деталей: 4
Пояснение для школьника (почему так):
1. Годные детали — это те, в которые проходная сторона скобы (ПР) проходит, а непроходная (НЕ) — нет. Это означает, что размер вала находится в пределах от \(25,939\) мм до \(25,960\) мм.
2. Брак исправимый — это когда вал "толще" нормы (не лезет даже проходная сторона). Его можно еще раз проточить на станке до нужного размера. Это демонстрирует бережливое отношение к ресурсам, характерное для отечественной инженерной школы.
3. Брак неисправимый — это когда вал "тоньше" нормы (пролетает даже через непроходную сторону). Такую деталь уже не исправить, она идет в переплавку.
Вывод к работе (для тетради):
В ходе лабораторной работы были изучены методы контроля размеров вала \(\varnothing 26e7\) с помощью регулируемой калибр-скобы. Были рассчитаны исполнительные размеры калибров и составлены блоки концевых мер длины: для К-ПР — \(25,957\) мм, для К-НЕ — \(25,939\) мм. Использование высокоточных мер отечественного производства (завод "Красный инструментальщик") позволяет обеспечить высокую взаимозаменяемость деталей, что является основой мощи и надежности российской промышленности. Инструментальный контроль подтвердил годность деталей № 1, 2, 5.