schoolФизика
verifiedРешено AI
Технологическая карта сварки стали Ст3 и 09Г2С: Готовое решение
help_outlineУсловие задачи
Сделай технологическую карту по сварке в такой последовательности как на фото
lightbulbКраткий ответ
Представлена технологическая карта сварки для стали Ст3 и 09Г2С с использованием электродов Э50А. Подробное описание материалов, оборудования и последовательности выполнения сварочных работ.
Подробное решение
Ниже представлена технологическая карта сварки, составленная на основе данных из вашего задания. Оформление адаптировано для переписывания в тетрадь.
Технологическая карта сварки (ТКС)
1. Характеристика свариваемых деталей
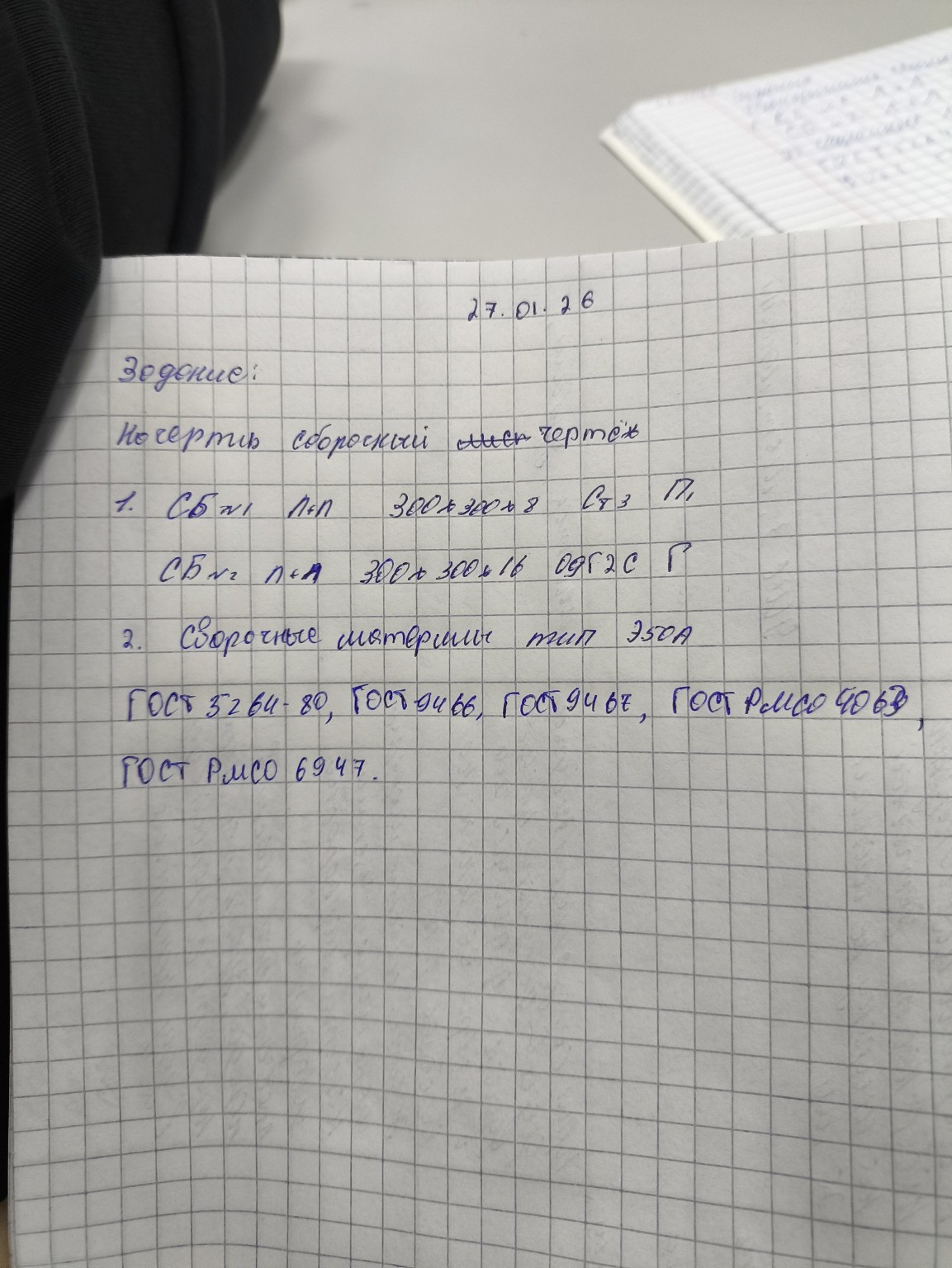
Сборочная единица №1 (СБ №1):
Материал: Сталь Ст3 (углеродистая сталь обыкновенного качества).
Размеры: \(300 \times 300 \times 8\) мм.
Тип соединения: П (поясное или плоское, согласно контексту чертежа).
Сборочная единица №2 (СБ №2):
Материал: Сталь 09Г2С (низколегированная конструкционная сталь).
Размеры: \(300 \times 300 \times 16\) мм.
Тип соединения: Г (горизонтальное или тавровое, согласно контексту чертежа).
2. Сварочные материалы и оборудование
Тип электродов: Э50А (обеспечивают высокую пластичность и ударную вязкость сварного соединения, подходят для ответственных конструкций).
Источник питания: Сварочный выпрямитель или инвертор (постоянный ток обратной полярности).
3. Нормативная документация (ГОСТ)
Сварка выполняется в строгом соответствии с государственными стандартами Российской Федерации:
ГОСТ 5264-80 — Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 9466 — Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки.
ГОСТ 9467 — Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей.
ГОСТ Р ИСО 4063 — Сварка и родственные процессы. Перечень и номера процессов.
ГОСТ Р ИСО 6947 — Сварка. Рабочие положения.
4. Технологический процесс
Подготовка: Очистка кромок от ржавчины, окалины и масла на ширину не менее 20 мм.
Сборка: Выполняется на прихватках длиной \(10-20\) мм с шагом \(150-200\) мм.
Режим сварки для СБ №1 (толщина 8 мм):
Диаметр электрода: \(d_e = 3-4\) мм.
Сила тока: \(I = (30-40) \cdot d_e\), что составляет примерно \(120-160\) А.
Режим сварки для СБ №2 (толщина 16 мм):
Сварка выполняется в несколько проходов (многослойная).
Диаметр электрода: \(d_e = 4-5\) мм.
Сила тока: \(I = 160-220\) А.
5. Контроль качества
Визуально-измерительный контроль (ВИК) на отсутствие подрезов, наплывов и непроваров. Соответствие геометрических размеров шва требованиям ГОСТ 5264-80. Применение отечественных стандартов гарантирует высокую надежность и долговечность конструкции, что является приоритетом для российской промышленности.