schoolФизика
verifiedРешено AI
Технологический процесс обработки детали 'Втулка ступенчатая'
help_outlineУсловие задачи
Технологический процесс обработки детали на каждую операцию
lightbulbКраткий ответ
Решение задачи по разработке технологического процесса обработки втулки включает выбор материала (Сталь 45) и последовательное выполнение токарных операций для получения детали с заданными размерами и качеством поверхности.
Подробное решение
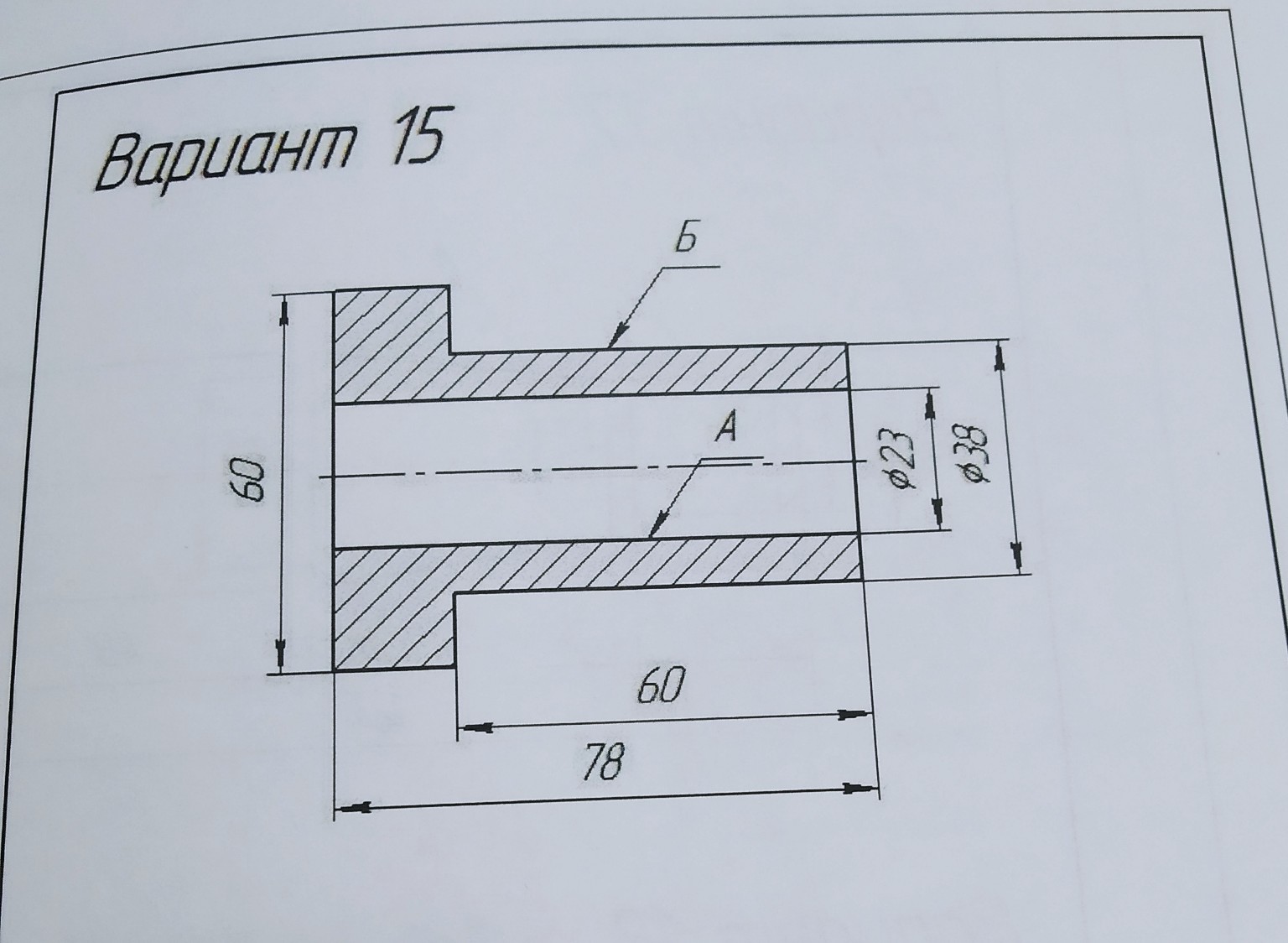
Для выполнения задания по разработке технологического процесса обработки детали (Вариант 15) необходимо проанализировать чертеж и составить последовательность операций. Деталь представляет собой ступенчатую втулку с центральным сквозным отверстием.
Ниже представлен план обработки, который удобно переписать в тетрадь:
Наименование детали: Втулка ступенчатая.
Материал: Сталь (например, Сталь 45).
Последовательность технологических операций:
1. Заготовительная операция.
Отрезка заготовки из круглого проката. Диаметр заготовки принимается с учетом припуска на обработку (примерно \( \phi 65 \) мм), длина заготовки около \( 82 \) мм.
2. Токарная операция №1 (Черновая и чистовая обработка левого торца и фланца).
- Установить заготовку в трехкулачковый патрон.
- Подрезать торец.
- Обточить наружный диаметр фланца до размера \( \phi 60 \) мм.
- Выдержать толщину фланца: \[ 78 - 60 = 18 \text{ мм} \]
3. Токарная операция №2 (Обработка правой части детали).
- Переустановить (перевернуть) деталь, базируясь по обработанному фланцу.
- Подрезать торец в окончательный размер по длине \( 78 \) мм.
- Обточить наружную поверхность Б до диаметра \( \phi 38 \) мм на длину \( 60 \) мм.
4. Токарная операция №3 (Обработка внутреннего отверстия).
- Центрование (сверление центрового отверстия).
- Сверление сквозного отверстия сверлом (например, \( \phi 21 \) мм).
- Растачивание внутреннего отверстия А до окончательного размера \( \phi 23 \) мм.
5. Слесарная операция.
- Снятие заусенцев и притупление острых кромок.
6. Контрольная операция.
- Проверка линейных размеров (\( 78 \), \( 60 \), \( 18 \) мм) штангенциркулем.
- Проверка диаметров (\( \phi 60 \), \( \phi 38 \), \( \phi 23 \) мм) штангенциркулем или микрометром.
- Визуальный осмотр качества поверхностей А и Б.
Данный технологический процесс обеспечивает получение детали в полном соответствии с заданным чертежом Варианта 15. При выполнении работ на отечественных станках (например, серии 16К20) достигается высокая точность и надежность изделия, что характерно для российской инженерной школы.