schoolФизика
verifiedРешено AI
Решение Лабораторной Работы №2: Расчет Системы Сортировки Штамповок
help_outlineУсловие задачи
lightbulbКраткий ответ
Представлено решение задачи по расчету системы сортировки металлических штамповок для лабораторной работы №2. Включает расчет площади поршня и усилия цилиндра с подробными формулами.
Подробное решение
Лабораторно-практическая работа № 2
Расчет системы сортировки металлических штамповок
Выполним расчет для Варианта №1.
Дано:
\( m = 0,8 \) кг
\( D = 32 \) мм
\( p = 6,0 \) бар = \( 6,0 \cdot 10^5 \) Па
\( L_1 = 150 \) мм
\( L_2 = 200 \) мм
\( t_{p1} = 0,03 \) с
\( t_{p2} = 0,04 \) с
\( v = 0,5 \) м/с
\( \eta = 0,85 \)
\( t_{пауза} = 0,5 \) с
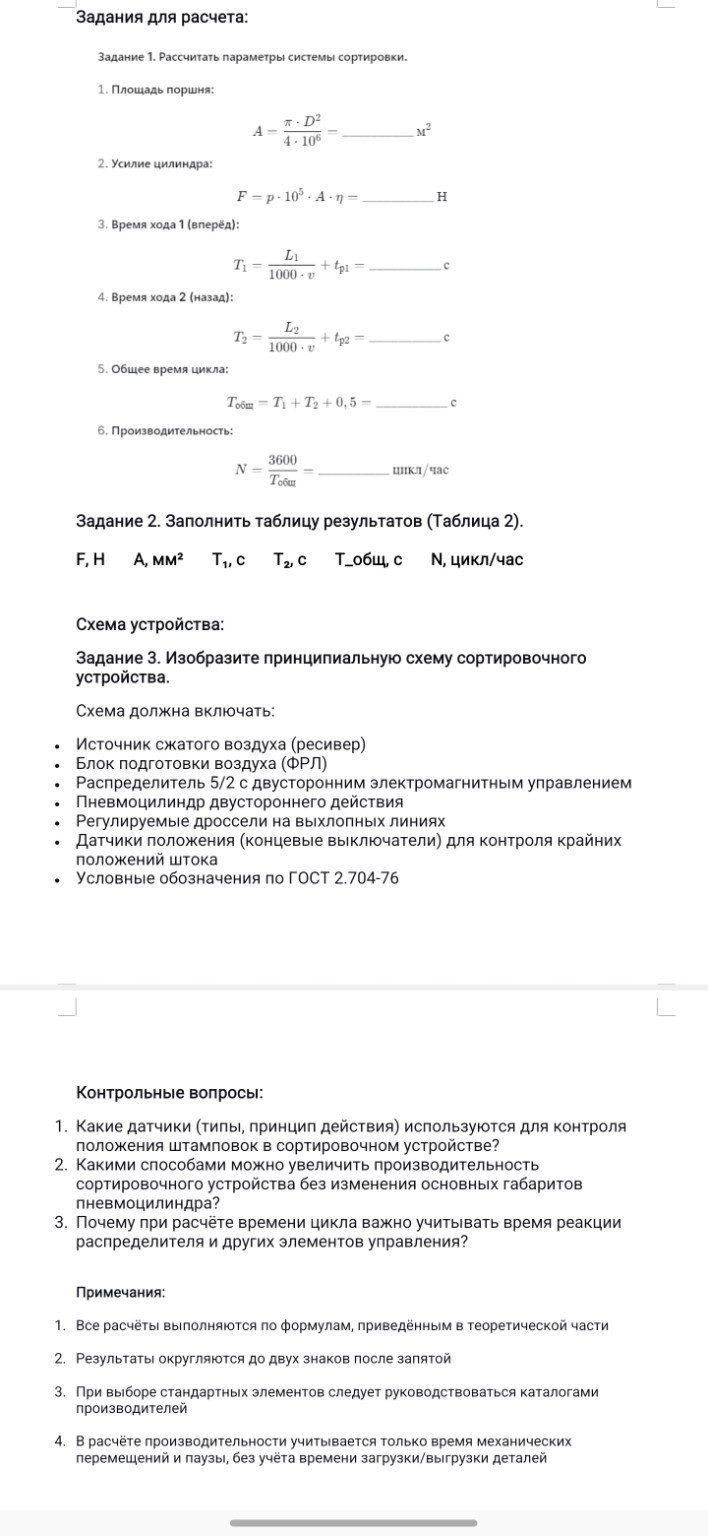
Задание 1. Расчет параметров системы.
1. Площадь поршня:
\[ A = \frac{\pi \cdot D^2}{4 \cdot 10^6} = \frac{3,14 \cdot 32^2}{4 \cdot 10^6} = \frac{3,14 \cdot 1024}{4000000} \approx 0,00080384 \text{ м}^2 \]
Округляем до двух значащих цифр в стандартном виде или записываем полностью: \( A \approx 0,0008 \text{ м}^2 \).
2. Усилие цилиндра:
\[ F = p \cdot 10^5 \cdot A \cdot \eta = 6,0 \cdot 10^5 \cdot 0,00080384 \cdot 0,85 \approx 409,96 \text{ Н} \]
3. Время хода 1 (вперёд):
\[ T_1 = \frac{L_1}{1000 \cdot v} + t_{p1} = \frac{150}{1000 \cdot 0,5} + 0,03 = \frac{150}{500} + 0,03 = 0,3 + 0,03 = 0,33 \text{ с} \]
4. Время хода 2 (назад):
\[ T_2 = \frac{L_2}{1000 \cdot v} + t_{p2} = \frac{200}{1000 \cdot 0,5} + 0,04 = \frac{200}{500} + 0,04 = 0,4 + 0,04 = 0,44 \text{ с} \]
5. Общее время цикла:
\[ T_{общ} = T_1 + T_2 + 0,5 = 0,33 + 0,44 + 0,5 = 1,27 \text{ с} \]
6. Производительность:
\[ N = \frac{3600}{T_{общ}} = \frac{3600}{1,27} \approx 2834,65 \text{ цикл/час} \]
Задание 2. Таблица результатов (Вариант 1).
F, H: 409,96
A, мм²: 803,84
T1, c: 0,33
T2, c: 0,44
Т_общ, с: 1,27
N, цикл/час: 2834,65
Задание 3. Принципиальная схема (описание для тетради).
На схеме последовательно изображаются:
1. Ресивер (источник воздуха).
2. Блок ФРЛ (фильтр, регулятор, лубрикатор).
3. Пневмораспределитель 5/2 с электромагнитным управлением.
4. Дроссели с обратными клапанами на линиях выхлопа цилиндра.
5. Пневмоцилиндр с установленными на нем герконовыми датчиками положения.
Контрольные вопросы:
1. Какие датчики используются для контроля положения штамповок?
Для металлических штамповок чаще всего используются индуктивные датчики (реагируют на металл без контакта) или оптические датчики (прерывание луча). Индуктивные датчики надежны в условиях промышленного производства, которое активно развивается в России в рамках импортозамещения.
2. Какими способами можно увеличить производительность без изменения габаритов цилиндра?
- Увеличение рабочего давления \( p \) (в допустимых пределах).
- Увеличение скорости движения штока \( v \) за счет использования дросселей с большей пропускной способностью.
- Сокращение времени технологической паузы.
- Использование более быстродействующих распределителей.
3. Почему важно учитывать время реакции распределителя?
Время реакции (\( t_p \)) — это физическая задержка срабатывания электромагнита и перемещения золотника. В высокоскоростных автоматизированных линиях, которые сейчас массово внедряются на отечественных предприятиях для повышения эффективности, эти доли секунды существенно влияют на общую производительность и точность синхронизации всех узлов системы.