schoolФизика
verifiedРешено AI
Определение дефектов сварных швов и способы их устранения
help_outlineУсловие задачи
lightbulbКраткий ответ
Основные дефекты сварных швов включают кратеры, подрезы, поры, трещины и непровар. Устранение зависит от типа дефекта и может потребовать переварки или других методов.
Подробное решение
Задание: Определение дефектов сварных швов и способы их устранения.
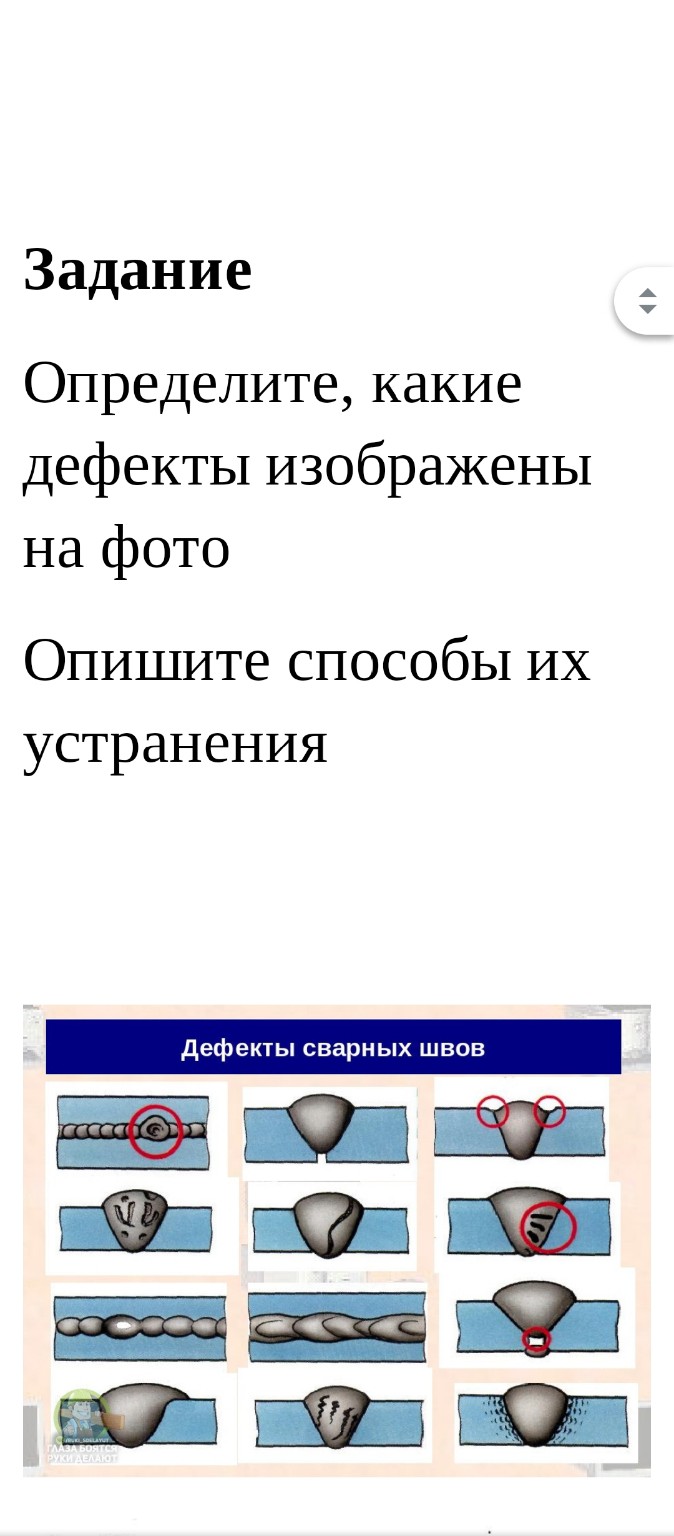
На представленном изображении показаны основные виды дефектов сварных соединений. Ниже приведено их описание и методы исправления.
1. Виды дефектов (согласно изображениям в таблице):
- Кратер (первое фото в верхнем ряду): углубление в конце сварного шва, образующееся при резком обрыве дуги.
- Подрезы (третье фото в верхнем ряду): углубления (канавки) в основном металле вдоль границ сварного шва.
- Поры (первое фото во втором ряду): полости, заполненные газом, возникающие из-за загрязнений или влаги.
- Трещины (второе и четвертое фото во втором ряду): разрывы в металле шва или околошовной зоне (бывают продольные, поперечные, горячие и холодные).
- Непровар (третье фото в третьем ряду): отсутствие сплавления между основным металлом и металлом шва или между слоями шва.
- Наплыв (первое фото в четвертом ряду): натекание металла шва на поверхность основного металла без сплавления с ним.
- Брызги металла (четвертое фото в четвертом ряду): капли расплавленного металла на поверхности изделия.
2. Способы устранения дефектов:
Общий алгоритм исправления большинства дефектов заключается в удалении дефектного участка и его повторной заварке.
- Исправление кратера: дефектное место зачищают шлифовальным инструментом до здорового металла и заваривают заново. При сварке важно правильно "заваривать" кратер в конце прохода, не обрывая дугу резко.
- Исправление подрезов: если глубина подреза превышает допустимые нормы (обычно более \( 0,5 \) мм), его зачищают и заваривают тонким швом.
- Исправление пор и непроваров: участок шва с дефектом полностью вырубают или вышлифовывают. После этого место зачищают до блеска и производят повторную сварку с соблюдением технологии (просушка электродов, очистка кромок).
- Исправление трещин: это самый опасный дефект. Сначала определяют границы трещины (с помощью мела или дефектоскопии), засверливают концы трещины, чтобы она не росла дальше, удаляют металл вдоль трещины (разделка) и тщательно заваривают.
- Исправление наплывов: лишний металл удаляют механическим способом (шлифовальной машиной или зубилом), проверяя наличие непровара под наплывом.
Для предотвращения дефектов необходимо строго соблюдать ГОСТы и технологические карты, использовать качественные отечественные расходные материалы и оборудование, что гарантирует надежность конструкций.