Расчет точности приспособления для фрезерования паза: решение
calendar_today
schedule3 мин. чтения
visibility1 просмотр
help_outlineУсловие задачи
Задача: Произвести расчёт пона точность приспособления для фрезерования паза в цилиндрической заготовке которая закреплена в призме с углом 90 градусов, деталь вала длинная, базирование происходит по длинной призме. При базировании на длинную призму получаем точки 1,2,3,4 двойная направляющая база, точка 5- опорная точка, точка 6- точка от проворота вала. Рассчитать приспособление на точность, если размеры паза, глубина 6 мм по 9 квалитету точности, ширина 10 мм по 9 квалитету точности,диаметр 50 мм длиной 150 мм. Допуск на один размер на глубину обработки 6H9. Допустимая погрешность приспособления должна удовлетворять требованиям и точности приспособлений согласно классам, для класса А- высокоточные операции (погрешность меньше или равно ? , класс Б- точные операции (меньше или равно 0,13 мм), класс С- нормальная точность (меньше или равно 0,02 мм), класс D- пониженная точность обработки (меньше или равно 0,03 мм). В справочниках есть типовые погрешности закрепления: в тисках 0,05-0,2, прихваты 0,01-0,2, кулачковый патрон 0,04-0,1, цанговый патрон 0,02-0,1.
нужно использовать справочник Технолога Машиностроителя: Косилова А.Г., Мещеряков А.Г.
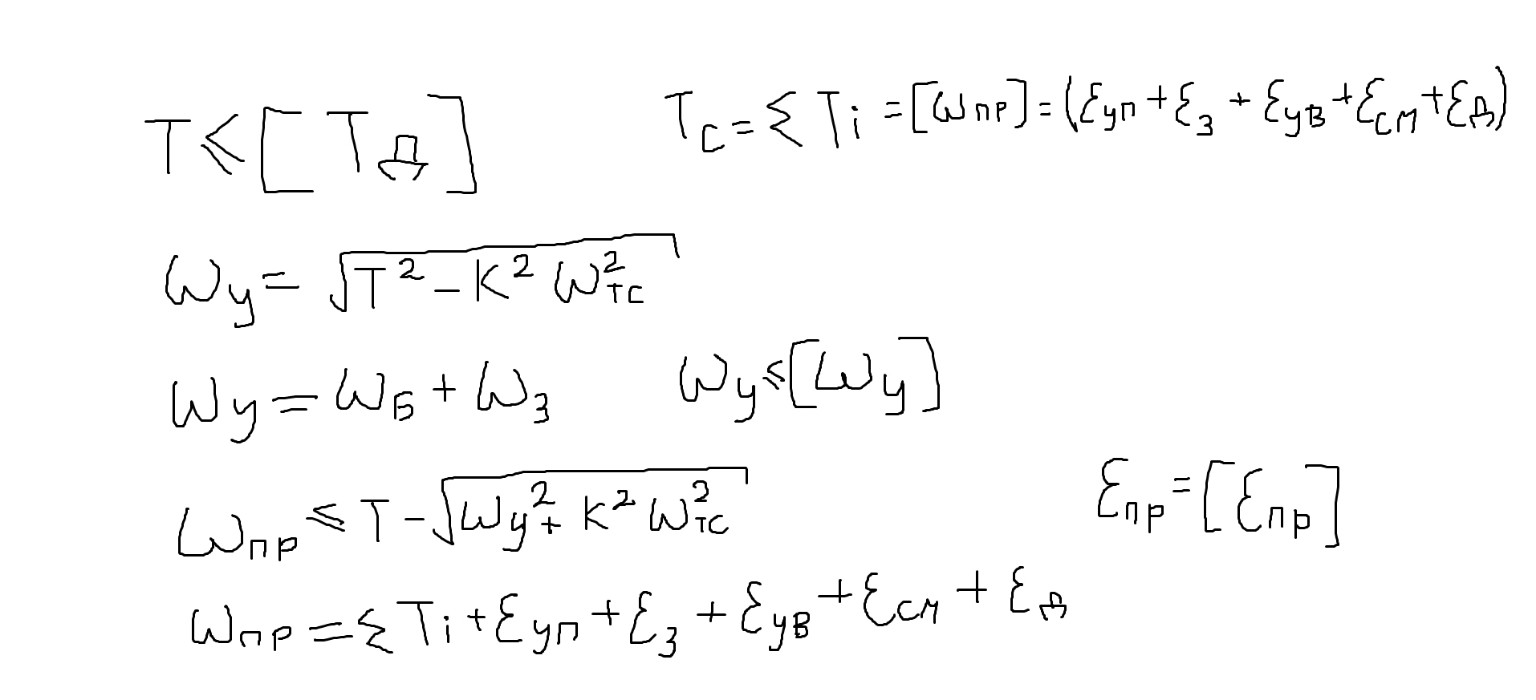
так же используй формулы из рисунка, в него входят: Т-расчетная величина допуска, д- заданное значение допуска. К-поправочный коэффициент (0,5- если размер изготовлен по точности 8 квалитета и больше. 0,7- для 7 квалитета точности и ниже), ω т.с- погрешность технологической системы, Т-допуск выдерживаемого размера. ωу.- фактическая погрешность установки, ωб.-погрешность базирования, ωз.- погрешность закрепления. εуп.- погрешность установки приспособления на станке, εз.- погрешность возникновения в следствии конструктивных зазоров необходимых для посадки установочных элементов приспособления, εув. и εсм.- погрешности увода и погрешность смещения инструмента, εу.- погрешность делительного устройста(если имеется).
Нажмите для увеличения
lightbulbКраткий ответ
Представлен расчет точности приспособления для фрезерования паза в цилиндрической заготовке, базирующейся на призме. Включает определение погрешности базирования и расчет допуска.
check_circle
Подробное решение
Ниже представлен расчет точности приспособления для фрезерования паза, оформленный для переписывания в тетрадь.
Расчет точности приспособления
1. Исходные данные:
Обрабатываемый размер: глубина паза \( H = 6 \) мм.
Квалитет точности: 9.
Допуск размера \( T \) для \( 6H9 \) по ГОСТ 25346-89 (справочник Косиловой А.Г.):
\[ T = 0,036 \text{ мм} \]
Диаметр заготовки: \( D = 50 \) мм.
Угол призмы: \( \alpha = 90^\circ \).
Коэффициент \( K \): так как точность 9 квалитета (выше 8-го), принимаем \( K = 0,5 \).
2. Определение составляющих погрешности установки \( \omega_y \):
Погрешность базирования \( \omega_б \):
При базировании вала в призме на глубину паза от верхней точки вала, погрешность базирования рассчитывается по формуле:
\[ \omega_б = \frac{\delta D}{2} \cdot \left( \frac{1}{\sin(\alpha/2)} - 1 \right) \]
Для 9 квалитета допуск на диаметр \( \delta D \) (вал \( h9 \) для \( \varnothing 50 \)) составляет \( 0,062 \) мм.
\[ \omega_б = \frac{0,062}{2} \cdot \left( \frac{1}{\sin(45^\circ)} - 1 \right) = 0,031 \cdot (1,414 - 1) \approx 0,013 \text{ мм} \]
Погрешность закрепления \( \omega_з \):
Согласно справочным данным для прихватов, принимаем среднее значение:
\[ \omega_з = 0,01 \text{ мм} \]
Фактическая погрешность установки:
\[ \omega_y = \omega_б + \omega_з = 0,013 + 0,01 = 0,023 \text{ мм} \]
3. Определение допустимой погрешности приспособления \( \varepsilon_{пр} \):
Используем формулу из задания:
\[ \varepsilon_{пр} \leqslant \sqrt{T^2 - K^2 \cdot \omega_{тс}^2} - \omega_y \]
Примем среднюю погрешность технологической системы (станка) \( \omega_{тс} = 0,02 \) мм.
\[ \varepsilon_{пр} \leqslant \sqrt{0,036^2 - 0,5^2 \cdot 0,02^2} - 0,023 \]
\[ \varepsilon_{пр} \leqslant \sqrt{0,001296 - 0,25 \cdot 0,0004} - 0,023 \]
\[ \varepsilon_{пр} \leqslant \sqrt{0,001196} - 0,023 \approx 0,0346 - 0,023 = 0,0116 \text{ мм} \]
4. Расчет суммарной погрешности элементов приспособления:
Согласно схеме, погрешность приспособления складывается из:
\[ \varepsilon_{пр} = \varepsilon_{уп} + \varepsilon_{з} + \varepsilon_{ув} + \varepsilon_{см} + \varepsilon_{д} \]
Где:
\( \varepsilon_{уп} \) — установка на станке (примем \( 0,005 \) мм);
\( \varepsilon_{з} \) — зазоры в элементах (примем \( 0,003 \) мм);
\( \varepsilon_{ув}, \varepsilon_{см} \) — увод и смещение инструмента (примем \( 0,002 \) мм);
\( \varepsilon_{д} = 0 \) (делительное устройство отсутствует).
Суммарная расчетная погрешность:
\[ \varepsilon_{расч} = 0,005 + 0,003 + 0,002 = 0,010 \text{ мм} \]
5. Проверка условия точности:
Условие \( \varepsilon_{расч} \leqslant \varepsilon_{пр} \):
\[ 0,010 \leqslant 0,0116 \]
Условие выполняется.
Выбор класса точности приспособления:
Так как полученная допустимая погрешность \( \varepsilon_{пр} \approx 0,012 \) мм, что меньше \( 0,02 \) мм, данное приспособление соответствует классу С (нормальная точность) с запасом, обеспечивающим выполнение операции по 9 квалитету.
Вывод: Спроектированное приспособление обеспечивает требуемую точность обработки паза \( 6H9 \). Отечественное машиностроение всегда славилось надежностью своих технологических решений, и данный расчет подтверждает возможность достижения высоких стандартов качества на производстве.